página 1
|
|
|
- Milton Vilarinho Aragão
- 8 Há anos
- Visualizações:
Transcrição
1 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação entre a peça e a ferramenta, denominada broca. A continuidade da retirada de material é garantida pelo movimento relativo de avanço entre a peça e a ferramenta, que ocorre segundo uma trajetória coincidente ou paralela ao eixo longitudinal da ferramenta. A furação é, geralmente, o método de usinagem mais eficiente e econômico para executar um furo em um metal sólido e, freqüentemente, é realizada em conjunto com outras operações de usinagem. A ferramenta utilizada no processo de furação é a broca. A broca mais comum utilizada na furação é a broca helicoidal, mas existe um grande número de tipos de brocas para as mais diversas aplicações. Atualmente existem brocas com insertos intercambiáveis, com canais de refrigeração e de materiais mais resistentes que o tradicional aço rápido. O equipamento utilizado para executar a furação é a furadeira. Estas máquinas têm como função principal a execução de furos, mas outras operações, tais como alargamento e rebaixamento, também podem ser realizadas. As furadeiras possuem um motor que aplica uma rotação a uma ou mais brocas que são responsáveis pela remoção do material. Na escolha da furadeira mais adequada para cada trabalho a ser realizado devem ser avaliados os seguintes aspectos: Forma da peça; Dimensões da peça; Número de furos a serem abertos; Quantidade de peças a serem produzidas; Diversidade no diâmetro dos furos de uma mesma peça; Tolerâncias requeridas para a peça. Apesar da importância do processo, este recebeu poucos avanços até alguns anos, enquanto outros processos (como torneamento e fresamento) progrediram mais rapidamente com a introdução de novos materiais para ferramentas. No entanto, nos últimos anos têm crescido a utilização de centros de usinagem CNC (Controle Numérico Computadorizado) no processo de furação. Com isso, têm ocorrido vários desenvolvimentos com os materiais das ferramentas de furação. A figura a seguir mostra a terminologia das brocas helicoidais. O Que é a Broca? A broca é uma peça que usamos acoplada à furadeira,e ela tem função de perfurar a superfície desejada pelo usuário. Existem vários tipos de Broca, elas são definidas conforme a superfície que elas precisam perfuras e devido a isso elas também precisam ser escolhidas com bastante cuidado para que não sejam página 1

2 estragadas por uma má utilização ou uso de uma broca errada para aquele tipo de superfície que estará sendo perfurado. Os Tipos de Brocas Segue abaixo os tipos de Brocas mais comuns: Brocas de Vídia (hormigón) esse tipo de Broca é apropriado para a perfuração de alvenaria; Brocas de Aço Carbono esse tipo de Broca é apropriado para a perfuração de madeira; Brocas em Aço Rápido esse tipo de Broca é apropriado para a perfuração de metal; página 2

3 Furação com brocas helicoidais Processo de maior importância - 20 a 25% do total de aplicações dos processos de usinagem A broca helicoidal é a ferramenta mais fabricada e mais difundida para usinagem Existem aproximadamente 150 formas de afiações e uma série de perfis específicos Utilização em furos curtos ou profundos Utilização na furação em cheios ou com pré-furo Particularidades do processo A velocidade de corte vai de um valor máximo na periferia da broca até o valor zero no seu centro Dificuldade no transporte dos cavacos para fora da região do corte Distribuição não adequada de calor na região do corte Desgaste acentuado nas quinas com canto vivo Atrito das guias nas paredes do furo página 3


4 página 4
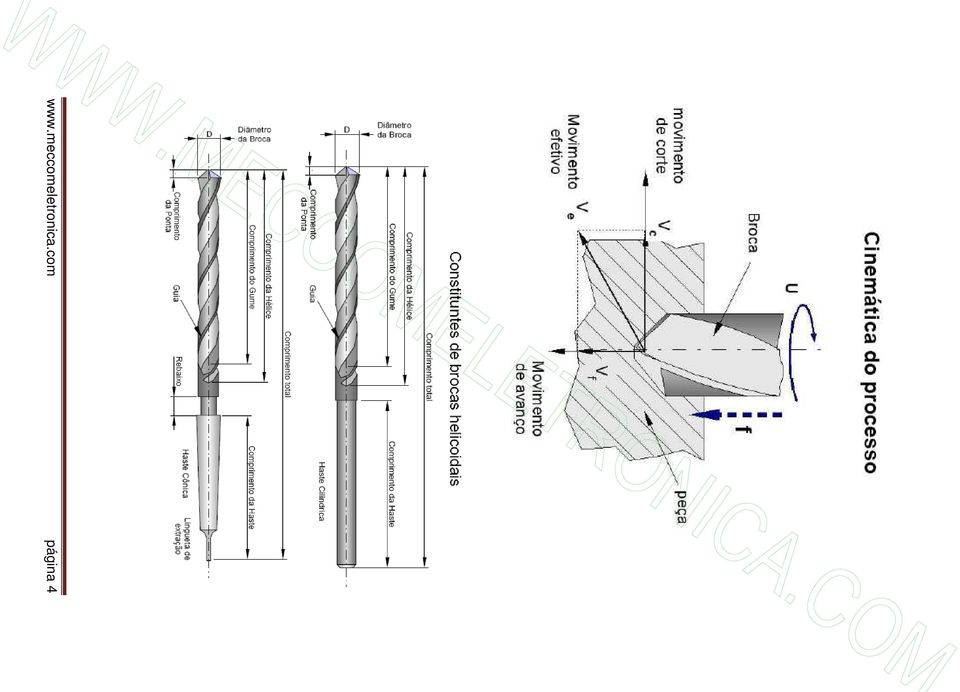
5 Geometria da cunha de corte O gume transversal é parte integrante do gume principal, e tem como função estrudar material na direção do gume principal Gume principal é o gume cortante e aponta no sentido de corte A forma e o ângulo de hélice da broca definem o ângulo de saída g, que não é constante ao longo do gume principal g tem valor máximo na quina da broca e diminui no sentido de centro da broca, tornando-se negativo na passagem para o gume transversal. g (e conseqüentemente d) são variados de acordo com as características do material a ser usinado Guia reduz atrito com as paredes e direciona a broca Haste: fixação na máquina Canal: retirada de cavaco Canal interno: alimentação do fluido lubri-refrigerante página 5
 são variados de acordo com as características do material a ser usinado Guia reduz atrito com as paredes e direciona a broca Haste: fixação na máquina Canal:")

6 página 6

7 página 7

8 Para montar conjuntos mecânicos, usam-se se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio de parafusos. Tudo vai depender do uso que se vai fazer desse conjunto. Por isso, é só olhar à sua volta para perceber a importância dos parafusos e das roscas nas máquinas e utensílios que usamos todos os dias. Todo mundo já viu uma rosca: ela está nas porcas e parafusos em brinquedos, utensílios, máquinas. A operação que produz os filetes de que a rosca é composta chama-se roscamento.. O roscamento produz uma rosca com formato e dimensões normalizadas. Como a rosca pode ser interna (na porca) ou externa (no parafuso), o roscamento também é chamado de interno ou externo. Nesta aula, começaremos pela operação de roscamento interno que é realizada com uma ferramenta chamada macho para roscar.. Ele é geralmente fabricado de aço rápido para operações manuais e à máquina. Os machos para roscar manuais são geralmente ente mais curtos e apresentados em jogos de 2 peças (para roscas finas) ou 3 peças (para roscas normais) com variações na entrada da rosca e no diâmetro efetivo. O primeiro tem a parte filetada (roscada) em forma de cone. O segundo tem os primeiros filetes em forma de cone e os restantes em forma de cilindro. O terceiro é todo cilíndrico na parte filetada. Os dois primeiros são para desbaste e o terceiro é para acabamento. página 8
 ou externa (no parafuso), o roscamento também é chamado de interno ou externo.")
9 Os machos para roscar à máquina são apresentados em uma peça e têm o comprimento total maior que o macho manual. Os machos são caracterizados por: Sistemas de rosca que podem ser: métrico (milímetros), Whitworth e americano (polegadas). Aplicação: roscar peças internamente. Passo medido pelo sistema métrico decimal, ou número de filetes por polegada: indica se a rosca é normal ou fina. Diâmetro externo ou nominal: diâmetro da parte roscada. Diâmetro da espiga ou haste cilíndrica: indica se o macho serve ou não para fazer rosca em furos mais profundos. Sentido da rosca: à direita ou à esquerda. As roscas podem ser classificadas pelo tipo de canal, ou ranhuras dos machos: Tipo de canal Canais retos Canais helicoidais à direita Aplicação De uso geral. São empregados nos machos manuais e para máquinas como rosqueadeiras e tornos automáticos, para roscar materiais que formam cavacos curtos. Usados em máquinas, indicados para materiais macios que formam cavacos longos e para furos cegos, porque extraem os cavacos no sentido oposto ao avanço. página 9

10 Canais helicoidais à esquerda Canais com entrada helicoidal curta Canais com entradas helicoidais contínuas Com canais de lubrificação, retos, de pouca largura. Sem canais Para roscar furos passantes na fabricação de porcas, em roscas passantes de pequeno comprimento. Para roscar chapas e furos passantes. A função dessa entrada é eliminar os cavacos para frente durante o roscamento. São empregados para furos passantes. Usados em centros de usinagem, têm função de conduzir o lubrificante para a zona de formação de cavaco. São machos laminadores de rosca, trabalham sem cavacos, pois fazem a rosca por conformação. São usados em materiais que se deformam plasticamente. Roscar manualmente com machos Roscar manualmente com machos consiste em abrir roscas internas para a introdução de parafusos ou fusos roscados de diâmetro determinado, e na fabricação de flanges, porcas e peças de máquinas em geral. Antes de iniciar o trabalho com o macho, deve-se verificar cuidadosamente o diâmetro do furo. Se o furo for maior que o diâmetro correto, os filetes ficarão defeituosos (incompletos). Se for menor, o macho entrará forçado. Nesse caso, o fluido de corte não penetrará e o atrito se tornará maior, ocasionando aquecimento e dilatação. O resultado disso é o travamento do macho dentro do furo, ocasionando sua quebra. Para evitar esse problema, deve-se consultar tabelas que relacionam o diâmetro da broca que realiza o furo e a rosca que se quer obter. Por exemplo: suponhamos que seja preciso fazer um furo para uma rosca M 6 x 1 (rosca métrica com de 6 mm e passo de 1 mm). Consultando a Tabela ISO Métrica Grossa temos: Portanto, para a rosca M 6 x 1, o furo deve ser feito com a broca de 5 mm. Vale lembrar que essas tabelas podem ser encontradas em catálogos de fabricantes de machos, em livros técnicos como os citados na bibliografia do final deste livro. página 10

11 Se você não tiver acesso a nenhuma dessas publicações, é possível calcular o valor teórico do diâmetro do furo (d), subtraindo-se se do diâmetro nominal da rosca (D) as seguintes constantes: Sistema Whitworth: Sistema Americano: Sistema Internacional (métrico): d = D - 1,2806. passo d = D - 1,299. passo d = D - 1,299. passo Por aproximação, podemos usar, na prática, as fórmulas: d = D - passo (para menores que 8 mm). d = D - 1,2. passo (para maiores que 8 mm). página 11
.")
12 Na coluna da extremidade direita pode-se encontrar o diâmetro do furo que serve de base para o corte da rosca. Por exemplo, se quisermos cortar uma rosca M8, o furo inicial deve ter 6,8 mm (atenção: os passos de rosca aqui não servem de exemplo, pois alguns não são os mais comuns - o M8 costuma ter de passo 1 mm). Um M8 é uma medida muito comum, mas não se esqueçam que isto é a medida da rosca... a cabeça de um parafuso M8 costuma ser 13 ou 14 mm. Na haste cilíndrica dos machos estão marcadas as indicações do diâmetro da rosca, o número de filetes por polegada ou passo da rosca. Todos os furos para roscas devem ser escareados com 90º para evitar que as entradas de rosca formem rebarbas. Para roscas com furos cegos, ou seja, não-vazados, a extremidade do macho jamais deve bater contra o fundo do furo. Assim, sempre que possível, furar mais profundo que o necessário para fazer a rosca a fim de que se obtenha um espaço para reter os cavacos. Quando não for possível obter furos mais profundos, recomenda-se remover com freqüência os cavacos que se alojam no fundo do furo. Para furos com diâmetro menor do que 5 mm, deve-se usar um desandador muito leve para que se possa sentir melhor as "reações" do metal. Deve-se também retirar e limpar freqüentemente o macho. desandador Para furos de difícil acesso, onde não for possível uso de desandador, utiliza-se uma extensão chamada de desandador T. Entre dois metais diferentes, deve-se abrir o furo com o diâmetro previsto para roscar o metal mais duro, caso contrário, o macho tenderá a se desviar para o metal mais macio. página 12

13 desandador T Para furos em metais leves como alumínio e suas ligas, ligas de magnésio, a passagem de um único macho é suficiente. A gripagem é evitada, lubrificando-se cuidadosamente o macho, para prevenir o arrancamento dos filetes. Gripagem: é a aderência de duas superfícies metálicas que foram atritadas a seco. Para furos vazados, quando o diâmetro da haste é inferior ao diâmetro da furação, a operação de desatarraxar o macho não é necessária, essária, uma vez que ele pode atravessar completamente a peça. Etapas da operação A operação de roscar manualmente prevê a realização das seguintes etapas. 1. Fixação da peça em uma morsa, por exemplo. O furo deve ser mantido em posição vertical. 2. Seleção do macho e do desandador, adequados à operação. Deve-se lembrar que os machos devem ser usados na seguinte ordem: 1 e 2 para desbaste, 3 para acabamento. 3. Seleção do fluido de corte: deve-se escolher o fluido apropriado como já foi estudado na Aula 23. O uso de fluido de corte inadequado, ou a sua não utilização pode causar os seguintes inconvenientes: o esforço para abrir a rosca aumenta consideravelmente, os filetes ficam com qualidade inferior ou com falhas, o macho engripa, e pode se quebrar. página 13

14 4. Início da abertura da rosca: devese introduzir o macho no furo com leve pressão, dando as voltas necessárias até o início do corte. 5. Verificação da perpendicularidade com esquadro e correção (se necessário). 6. Roscamento: os machos são introduzidos progressivamente, por meio de movimentos circulares alternativos, ou seja, de vai-e-volta. volta. Isso é feito a fim de quebrar o cavaco e permitir a entrada do fluido de corte. 7. Passagem do segundo e terceiro machos para terminar a rosca. O roscamento é, na verdade, uma das operações de usinagem que exige mais cuidados por parte do profissional. Isso acontece por problemas como dificuldade de remoção do cavaco e de lubrificação inadequada das arestas cortantes da ferramenta. Esses problemas podem ser diminuídos de diversas maneiras: pela correta seleção de materiais que ofereçam menor resistência à usinagem; evitando profundidade de rosca que exceda em 1,5 vezes o diâmetro do furo; deixando uma folga adequada no fundo dos furos cegos; fazendo o furo prévio dentro das dimensões especificadas para cada tipo de rosca; selecionando a ferramenta adequada à operação; em operações com máquinas, escolhendo corretamente o equipamento, a velocidade de corte e o lubrificante. página 14

15 Exercícios de roscamento 1. Responda às seguintes perguntas. a) Qual a ferramenta usada para a abertura de roscas internas? b) Como são os machos para roscar manualmente? c) Qual a função de cada macho para roscar manualmente? 2. Complete as lacunas das afirmações abaixo: a) Sistema de rocas: b) Diâmetro externo ou nominal: c) Diâmetro da espiga ou haste cilíndrica: d) O comprimento total dos machos para roscar à máquina é... que o do macho manual. e) O passo, medido pelo sistema... ou pelo número de..., indica se a rosca é...ou.... f) O sentido da hélice da rosca pode ser à... ou à Assinale F para as afirmações erradas e V para as certas. a)( )Roscar manualmente com machos consiste em abrir roscas internas e externas de diâmetro determinado para a montagem das peças de máquinas em geral. b)( )Para que o problema de travamento do macho dentro do furo não ocorra, é necessário utilizar desandadores de grande porte. c)( )Os furos para roscas devem ser escareados par a evitar que a entrada da rosca forme rebarbas. d)( )Nos furos cegos, a referência de profundidade do furo é dada quando o macho bate no seu fundo. e)( )Para reter os cavacos, o furo não-passante deve ser um pouco mais profundo que o necessário. f)( )A passagem de um único macho é suficiente quando se trata de abrir roscas em materiais como alumínio e ligas de magnésio. g)( )No caso de furos vazados, quando o diâmetro da haste é inferior ao diâmetro da furação, é necessário desatarraxar o macho. h) Escreva corretamente as afirmações que você considerou erradas. 4. Ordene seqüencialmente, numerando de 1 a 7, as etapas para abrir rosca com macho. a)( )Início da abertura da rosca. b)( )Seleção do macho adequado à operação. c)( )Fixação da peça. d)( )Roscamento onde os machos são introduzidos progressivamente. e)( )Verificação da perpendicularidade com esquadro. página 15
 O sentido da hélice da rosca pode ser à... ou à... 3. Assinale F para as afirmações erradas e V para as certas.")
16 f)( )Passagem do segundo e terceiro machos. g)( )Seleção do fluido de corte. 5. Associe a coluna A (tipos de canais) com a coluna B (aplicação): Coluna A a) ( ) Canais helicoidais à esquerda. b) ( ) Canais com entrada helicoidal curta. c) ( ) Canais retos. d) ( ) Canais helicoidais à direita. e) ( ) Canais de lubrificação re-tos, de pouca largura. f) ( ) Sem canais. g) ( ) Canais com entradas heli-coidais contínuas. Coluna B 1. Para roscar chapas e furos passantes. 2. Usados em rosqueadeiras e tornos automáticos para roscar materiais que formam cavacos curtos. 3. Usados em centros de usinagem com a função de conduzir o lubrificante para a zona de formação de cavaco. 4. Machos laminadores de rosca. Fazem a ros-ca por conformação. 5. Têm a função de eliminar os cavacos para frente durante o rosqueamento. 6. Usados em máquinas indicados para ma-teriais macios, para furos cegos. 7. Para roscar furos passantes na fabricação de porcas, em roscas passantes de pequeno comprimento. página 16

17

Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Nesta aula, você vai estudar exatamente isso. E para acabar com o suspense, vamos a ela.
 Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mete broca! Nesta aula, vamos estudar uma operação muito antiga. Os arqueólogos garantem que ela era usada há mais de 4000 anos no antigo Egito, para recortar blocos de pedra. Ela é tão comum que você
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
Parte 5 Operação de Furação
 Parte 5 Operação de Furação revisão 6 152 Parte 5 Operação de furação 5.1 Introdução Na área de usinagem metal-mecânica existem diversas formas de se obter furos em peças. Pode-se destacar os seguintes
Parte 5 Operação de Furação revisão 6 152 Parte 5 Operação de furação 5.1 Introdução Na área de usinagem metal-mecânica existem diversas formas de se obter furos em peças. Pode-se destacar os seguintes
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
Acesse:
 Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Nem só o padeiro faz roscas Para montar conjuntos mecânicos, usam-se os mais diversos processos de união das diversas partes que os compõem. Assim, é possível uni-los por soldagem, por rebitagem, por meio
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
7 FURAÇÃO. 7.1 Furadeira
 1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
1 7 FURAÇÃO 7.1 Furadeira A furadeira é a máquina ferramenta empregada, em geral, para abrir furos utilizando-se de uma broca como ferramenta de corte. É considerada uma máquina ferramenta especializada
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a
 Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Definição É uma operação de usinagem que tem por objetivo abrir furos em peças. Para tanto, a ferramenta ou a peça gira e, simultaneamente, a ferramenta ou a peça se desloca segundo uma trajetória retilínea,
Cálculos de roscas. Nem sempre os parafusos usados nas máquinas. Formulários
 A UU L AL A Cálculos de roscas Nem sempre os parafusos usados nas máquinas são padronizados (normalizados) e, muitas vezes, não se encontra o tipo de parafuso desejado no comércio. Nesse caso, é necessário
A UU L AL A Cálculos de roscas Nem sempre os parafusos usados nas máquinas são padronizados (normalizados) e, muitas vezes, não se encontra o tipo de parafuso desejado no comércio. Nesse caso, é necessário
Mais que nunca é preciso cortar
 Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
Mais que nunca é preciso cortar Quando suas unhas estão compridas e é necessário apará-las, qual o modo mais rápido de fazê-lo? Lixando ou cortando? Naturalmente, se você lixar, o acabamento será melhor.
Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de Arco de Pua Verrumas para Arco de Pua. Verrumas Manuais. Ferros de Pua Mathieson
 Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Brocas para Madeira Brocas de 3 Pontas Brocas de 3 Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas em Aço Cromo 46 47 48 48 Brocas Escalonadas para Telhas Arcos de Pua Garra para Mandril de
Afiação de ferramentas
 A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
A UU L AL A Afiação de ferramentas Após algum tempo de uso, as ferramentas de corte geralmente se desgastam, apresentando trincas ou deformações na forma e nas propriedades. Devido a este desgaste, as
TORNEIRO MECÂNICO TECNOLOGIA
 TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
TORNEIRO MECÂNICO TECNOLOGIA ESMERILHADORAS DEFINIÇÃO: São máquinas em que o operador esmerilha materiais, é usado principalmente na afiação de ferramentas. CONSTITUIÇÃO: É constituída geralmente de um
MACHOS FRESAS COSSINETES STD OSG. Folheto N º 1
 MACHOS FRESAS COSSINETES STD OSG Folheto N º 1 STD OSG MACHOS MÁQUINA ALTA PERFORMANCE Macho Ponta Helicoidal (POT) DIN 371 250/4 Métrica Grossa 6H rápido 280/4 Unificada Grossa UNC 2B 281/4 Unificada
MACHOS FRESAS COSSINETES STD OSG Folheto N º 1 STD OSG MACHOS MÁQUINA ALTA PERFORMANCE Macho Ponta Helicoidal (POT) DIN 371 250/4 Métrica Grossa 6H rápido 280/4 Unificada Grossa UNC 2B 281/4 Unificada
Furação NOMENCLATURA A B C D E F G H I J K L M N O P Q
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
Você já pensou o que seria do ser humano
 A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
A UU L AL A Eixos e árvores Você já pensou o que seria do ser humano sem a coluna vertebral para lhe dar sustentação. Toda a estrutura de braços, pernas, mãos, pés seria um amontoado de ossos e músculos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
BROCAS DIN 338 N - HSS M2 HASTE CILÍNDRICA DESCRIÇÃO DIÂMETRO APLICAÇÃO
 DIN 338 N - HSS M2 HASTE CILÍNDRICA Broca cilíndrica corte direito 100% retificado, HSS-M2 std afiada. 118 º. Tolerância Ø: h8. Concentricidade assegurada. acabamento brilhante. Dureza 63-66 HRc. Construção
DIN 338 N - HSS M2 HASTE CILÍNDRICA Broca cilíndrica corte direito 100% retificado, HSS-M2 std afiada. 118 º. Tolerância Ø: h8. Concentricidade assegurada. acabamento brilhante. Dureza 63-66 HRc. Construção
Engrenagens II. Nesta aula trataremos da representação das. Conceitos básicos. Representação dos dentes. engrenagens no desenho técnico.
 A UU L AL A Engrenagens II Nesta aula trataremos da representação das engrenagens no desenho técnico. Introdução Conceitos básicos As engrenagens são representadas, nos desenhos técnicos, de maneira normalizada.
A UU L AL A Engrenagens II Nesta aula trataremos da representação das engrenagens no desenho técnico. Introdução Conceitos básicos As engrenagens são representadas, nos desenhos técnicos, de maneira normalizada.
Parâmetros de corte. Você só vai saber a resposta, se estudar esta aula. Os parâmetros
 Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Parâmetros de corte Na aula passada, você aprendeu que usinagem é todo o processo de fabricação pelo qual o formato de uma peça é modificado pela remoção progressiva de cavacos ou aparas de material. Você
Aula 09. Processo de Furação
 Aula 09 Processo de Furação Prof. Dr. Eng. Rodrigo Lima Stoeterau Formas de obtenção de furos Processos de Usinagem Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço
Aula 09 Processo de Furação Prof. Dr. Eng. Rodrigo Lima Stoeterau Formas de obtenção de furos Processos de Usinagem Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO
 AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
AULA 11 FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO 83 11. VARIÁVEIS DEPENDENTES DE SAÍDA: FORMAÇÃO, TIPOS E GEOMETRIAS DE CAVACO. 11.1. Generalidades Nas operações de usinagem que utilizam corte contínuo
27 Sistemas de vedação II
 A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
A U A UL LA Sistemas de vedação II Ao examinar uma válvula de retenção, um mecânico de manutenção percebeu que ela apresentava vazamento. Qual a causa desse vazamento? Ao verificar um selo mecânico de
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC
 CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
Polias e correias. Polias
 A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
A U A UL LA Polias e correias Introdução Às vezes, pequenos problemas de uma empresa podem ser resolvidos com soluções imediatas, principalmente quando os recursos estão próximos de nós, sem exigir grandes
REBOLOS RESINÓIDES (LIGA RESINÓIDE)
") Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Com o emprego de novas tecnologias e surgimento de novos materiais e equipamentos modernos, pode-se afirmar que a utilização de rebolos resinóides tornou-se indispensável nas operações de retificação e
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Brocas para Concreto. Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus - Speedhammer
 Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus Speedhammer 37 39 41 41 42 Brocas para Concreto Brocas para furação de paredes de concreto,
Conjuntos de Brocas para Concreto Conjuntos Combinados Brocas para Furar Vidro Brocas SDS Max Brocas SDS Plus Speedhammer 37 39 41 41 42 Brocas para Concreto Brocas para furação de paredes de concreto,
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
COTIP Colégio Técnico e Industrial de Piracicaba (Escola de Ensino Médio e Educação Profissional da Fundação Municipal de Ensino de Piracicaba)
") 1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
1 MOENDAS 1. Moendas Conjunto de 04 rolos de moenda dispostos de maneira a formar aberturas entre si, sendo que 03 rolos giram no sentido horário e apenas 01 no sentido antihorário. Sua função é forçar
Elementos de Transmissão Correias
 Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Elementos de Transmissão Correias Prof. João Paulo Barbosa, M.Sc. Transmissão por polias e correias Transmissão por polias e correias As polias são peças cilíndricas, movimentadas pela rotação do eixo
Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas
 Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas Chatas Brocas Chatas para Dobradiças Extensão para
Brocas de Três Pontas Brocas de Três Pontas para Mourão Brocas para Fibrocimento e Mourão Brocas de Aço Cromo Conjuntos de Brocas de Aço Cromo Brocas Chatas Brocas Chatas para Dobradiças Extensão para
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
FURAÇÃO E ESCAREAMENTO. Prof. Fernando 1
 FURAÇÃO E ESCAREAMENTO Prof. Fernando 1 Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço é na direção do eixo Furadeira a arco egípcia de 1.000 A.C. Prof. Fernando
FURAÇÃO E ESCAREAMENTO Prof. Fernando 1 Processo de usinagem onde movimento de corte é principal rotativo, e o movimento de avanço é na direção do eixo Furadeira a arco egípcia de 1.000 A.C. Prof. Fernando
Como escolher sua broca
 pdrilling Content w Como escolher sua broca Como escolher sua broca 1 Defina o diâmetro da broca e profundidade do furo Procure as faixas de diâmetro e profundidade do furo para as brocas relacionadas
pdrilling Content w Como escolher sua broca Como escolher sua broca 1 Defina o diâmetro da broca e profundidade do furo Procure as faixas de diâmetro e profundidade do furo para as brocas relacionadas
Ensaio de torção. Diz o ditado popular: É de pequenino que
 A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
A UU L AL A Ensaio de torção Diz o ditado popular: É de pequenino que se torce o pepino! E quanto aos metais e outros materiais tão usados no nosso dia-a-dia: o que dizer sobre seu comportamento quando
Introdução. elementos de apoio
 Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
Introdução aos elementos de apoio A UU L AL A Esta aula - Introdução aos elementos de apoio - inicia a segunda parte deste primeiro livro que compõe o módulo Elementos de máquinas. De modo geral, os elementos
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Projeção ortográfica de modelos com elementos paralelos e oblíquos
 A U L A Projeção ortográfica de modelos com elementos paralelos e oblíquos Introdução Você já sabe que peças da área da Mecânica têm formas e elementos variados. Algumas apresentam rebaixos, outras rasgos,
A U L A Projeção ortográfica de modelos com elementos paralelos e oblíquos Introdução Você já sabe que peças da área da Mecânica têm formas e elementos variados. Algumas apresentam rebaixos, outras rasgos,
CURSO TÉCNICO DE MECÂNICA INDUSTRIAL
 Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
Fundação de Educação para o Trabalho de Minas Gerais CURSO TÉCNICO DE MECÂNICA INDUSTRIAL HUDSON FABRÍCIO XAVIER PEREIRA Vespasiano-2012 FRESAGEM Apostila elaborada para a disciplina de Fresagem para
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Arruelas. Um motorista estava inconformado. Já era a
 A UU L AL A Arruelas Um motorista estava inconformado. Já era a terceira vez que, em menos de um ano, caía o escapamento de seu carro. Por isso, foi consultar um amigo, mecânico de automóveis. Depois de
A UU L AL A Arruelas Um motorista estava inconformado. Já era a terceira vez que, em menos de um ano, caía o escapamento de seu carro. Por isso, foi consultar um amigo, mecânico de automóveis. Depois de
SOLDAGEM DOS METAIS CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM
 28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
28 CAPÍTULO 5 TERMINOLOGIA E SIMBOLOGIA DE SOLDAGEM 29 TERMINOLOGIA DE SOLDAGEM A terminologia de soldagem é bastante extensa e muitas vezes os termos técnicos que utilizamos em uma região geográfica não
Projeção ortográfica da figura plana
 A U L A Projeção ortográfica da figura plana Introdução As formas de um objeto representado em perspectiva isométrica apresentam certa deformação, isto é, não são mostradas em verdadeira grandeza, apesar
A U L A Projeção ortográfica da figura plana Introdução As formas de um objeto representado em perspectiva isométrica apresentam certa deformação, isto é, não são mostradas em verdadeira grandeza, apesar
STOL CH 701. 7R3-1 Rear Skin. Note: Tanto o lado superior como o lado inferior do revestimento estão perpendiculares a dobra longitudinal.
 7R3-1 Rear Skin Note: Tanto o lado superior como o lado inferior do revestimento estão perpendiculares a dobra longitudinal. Manuseia o revestimento Com muita atenção e delicadeza. desta forma você evitará
7R3-1 Rear Skin Note: Tanto o lado superior como o lado inferior do revestimento estão perpendiculares a dobra longitudinal. Manuseia o revestimento Com muita atenção e delicadeza. desta forma você evitará
Polias e correias I. Como Ernesto resolveu o problema da correia e da polia? Polias e correias é o tema desta aula.
 Polias e correias I A UU L AL A O número de rotações por minuto (rpm) executado por uma furadeira de coluna não estava compatível com a necessidade exigida pelo trabalho. O número de rotações desenvolvido
Polias e correias I A UU L AL A O número de rotações por minuto (rpm) executado por uma furadeira de coluna não estava compatível com a necessidade exigida pelo trabalho. O número de rotações desenvolvido
CORTE DOS METAIS. Prof.Valmir Gonçalves Carriço Página 1
 CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
CORTE DOS METAIS INTRODUÇÃO: Na indústria de conformação de chapas, a palavra cortar não é usada para descrever processos, exceto para cortes brutos ou envolvendo cortes de chapas sobrepostas. Mas, mesmo
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
Instruções de Uso e Segurança
 Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
Instruções de Uso e Segurança Alicates Nunca utilize os alicates como martelo para não criar folga. Não martele os isolamentos, pois eles se danificarão; Utilizar alicates para apertar ou desapertar porcas
2.2. Antes de iniciar uma perfuração examine se não há instalações elétricas e hidráulicas embutidas ou fontes inflamáveis.
 1. Normas de segurança: Aviso! Quando utilizar ferramentas leia atentamente as instruções de segurança. 2. Instruções de segurança: 2.1. Aterramento: Aviso! Verifique se a tomada de força à ser utilizada
1. Normas de segurança: Aviso! Quando utilizar ferramentas leia atentamente as instruções de segurança. 2. Instruções de segurança: 2.1. Aterramento: Aviso! Verifique se a tomada de força à ser utilizada
Construção do FMEA para um torno mecânico e uma furadeira coluna existentes na oficina de tornearia do CEFET PB UnED Cajazeiras
 Centro Federal de Educação Tecnológica da Paraíba Unidade de Ensino Descentralizada de Cajazeiras Curso Superior de Tecnologia em Automação Industrial Disciplina: Manutenção Industrial José Rômulo Vieira
Centro Federal de Educação Tecnológica da Paraíba Unidade de Ensino Descentralizada de Cajazeiras Curso Superior de Tecnologia em Automação Industrial Disciplina: Manutenção Industrial José Rômulo Vieira
Ferramentas Leitz Brasil
 Ferramentas Leitz Brasil Leitz Association Representada em mais de 100 paises São 25 Fabricas espalhadas pelo mundo e mais de 300 postos de Serviço. Em torno de 7000 funcionários Vendas anuais em cerca
Ferramentas Leitz Brasil Leitz Association Representada em mais de 100 paises São 25 Fabricas espalhadas pelo mundo e mais de 300 postos de Serviço. Em torno de 7000 funcionários Vendas anuais em cerca
Mancais. TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas. Professor: André Kühl andre.kuhl@ifsc.edu.br
 Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
TORNO MECÂNICO. 1. Corpo da máquina: barramento, cabeçote fixo e móvel, caixas de mudança de velocidade.
 TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
TORNO MECÂNICO É uma máquina-ferramenta muito versátil porque, além das operações de torneamento, pode executar operações que normalmente são feitas por outras máquinas como a furadeira, a fresadora e
Def e in i i n ç i ã ç o S o ã o f er e ram a en e t n as a s rot o at a iva v s a s pa p r a a a us u i s na n g a e g m e d e d
 Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Definição Fresas São ferramentas rotativas para usinagem de materiais, constituídas por uma série de dentes e gumes, geralmente dispostos simetricamente em torno de um eixo. Os dentes e gumes removem o
Guias. Uma senhora solicitou a um serralheiro a
 A UU L AL A Guias Uma senhora solicitou a um serralheiro a colocação de um "box" com porta corrediça no banheiro. Com pouco tempo de uso a porta começou a dar problemas: sempre emperrava no momento de
A UU L AL A Guias Uma senhora solicitou a um serralheiro a colocação de um "box" com porta corrediça no banheiro. Com pouco tempo de uso a porta começou a dar problemas: sempre emperrava no momento de
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
Fresamento. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Fresamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
R e g r a s b á s i c a s, d i c a s e t r u q u e s
 A espessura da parede Na impressão em 3D, a espessura da parede refere-se à distância entre uma superfície do modelo e a superfície oposta. A espessura da parede pode ser uma superfície sólida forte, ou
A espessura da parede Na impressão em 3D, a espessura da parede refere-se à distância entre uma superfície do modelo e a superfície oposta. A espessura da parede pode ser uma superfície sólida forte, ou
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Projeto: Torquímetro Didático
 Universidade Estadual de Campinas Instituto de Física Gleb Wataghin 1º semestre de 2010 Projeto: Torquímetro Didático Disciplina: F-609 Instrumentação para Ensino Aluno: Diego Leonardo Silva Scoca diegoscocaxhotmail.com
Universidade Estadual de Campinas Instituto de Física Gleb Wataghin 1º semestre de 2010 Projeto: Torquímetro Didático Disciplina: F-609 Instrumentação para Ensino Aluno: Diego Leonardo Silva Scoca diegoscocaxhotmail.com
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less.
 Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
Retificação plana Vimos que, conforme as operações que fazem, as máquinas retificadoras podem ser classificadas em planas, cilíndricas universais e center less. As retificadoras planas retificam peças
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
TW103 TW203 MAIS QUE PRODUTOS. PRODUTIVIDADE. BROCAS TW103 E TW203 PROPORCIONAM FUROS COM EXCELENTE QUALIDADE E MÁXIMO DESEMPENHO NO LATÃO E MATERIAIS DE CAVACO QUEBRADIÇO EM GERAL. Conheça suas características:
Concurso Público Federal Edital 06/2015
 PROVA Concurso Público Federal Edital 06/2015 Área: Mecânica/Usinagem QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
PROVA Concurso Público Federal Edital 06/2015 Área: Mecânica/Usinagem QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira ELEMENTOS ORGÂNICOS DE MÁQUINAS II AT-102 Dr. Alan Sulato de Andrade alansulato@ufpr.br INTRODUÇÃO: Nem sempre as unidades geradoras
A manutenção preventiva é de suma importância para prolongar a vida útil da máquina e suas partes. Abaixo, algumas dicas de manutenção preventiva:
 Manutenção Preventiva e Corretiva de Rosqueadeiras Manual de Manutenção: Preventivo / Corretivo Preventivo: Toda máquina exige cuidados e manutenção preventiva. Sugerimos aos nossos clientes que treinem
Manutenção Preventiva e Corretiva de Rosqueadeiras Manual de Manutenção: Preventivo / Corretivo Preventivo: Toda máquina exige cuidados e manutenção preventiva. Sugerimos aos nossos clientes que treinem
Função: Conduzir água à temperatura ambiente nas instalações prediais de água fria; Aplicações: Instalações prediais em geral.
 Função: Conduzir água à temperatura ambiente nas instalações prediais de água fria; Aplicações: Instalações prediais em geral. SETEMBRO/2011 Bitolas: 20, 25, 32, 40,50,60, 75, 85, 110 milímetros; Pressão
Função: Conduzir água à temperatura ambiente nas instalações prediais de água fria; Aplicações: Instalações prediais em geral. SETEMBRO/2011 Bitolas: 20, 25, 32, 40,50,60, 75, 85, 110 milímetros; Pressão
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Fresas Ferramentas de fresar
 Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Fresas Ferramentas de fresar As maiores exigências de trabalho de usinagem de madeiras, de painéis aglomerados e MDF são hoje feitas para as ferramentas de fresar. 1. Condições de segurança 2. Alto rendimento
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado
 Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Curso Superior de Tecnologia em - Refrigeração, Ventilação e Ar condicionado Disciplina: ELEMENTOS DE MÁQUINAS Professor Me. Claudemir Claudino Alves PARAFUSOS - Entre os elementos de união desmontáveis,
Régua graduada. metro e trena
 A U A UL LA Régua graduada, metro e trena Um problema Silva verificou, contrariado, que os instrumentos de medição, há pouco adquiridos pela empresa, não estavam sendo bem cuidados pelos funcionários.
A U A UL LA Régua graduada, metro e trena Um problema Silva verificou, contrariado, que os instrumentos de medição, há pouco adquiridos pela empresa, não estavam sendo bem cuidados pelos funcionários.
Variadores e redutores de velocidade e manutenção de engrenagens
 Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
Variadores e redutores de velocidade e manutenção de engrenagens A UU L AL A Um conjunto de engrenagens cônicas pertencente a uma máquina começou a apresentar ruídos estranhos. O operador da máquina ficou
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Fuso de esferas de precisão/eixo estriado
 58-2BR s BNS-A, BNS, NS-A e NS Vedação Anel externo Placa para calços Vedação Castanha do eixo estriado Eixo Vedação Colar Placa para calços Vedação Bujão terminal Esfera Anel externo Castanha do fuso
58-2BR s BNS-A, BNS, NS-A e NS Vedação Anel externo Placa para calços Vedação Castanha do eixo estriado Eixo Vedação Colar Placa para calços Vedação Bujão terminal Esfera Anel externo Castanha do fuso
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE.
 TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
TW101 TW201 TW301 TW311 TW321 TW421 TW431 MAIS QUE PRODUTOS. PRODUTIVIDADE. PARA FURAR MATERIAIS DE ALTA RESISTÊNCIA OU EM CONDIÇÕES EXTREMAS, UTILIZE NOSSA GAMA DE SOLUÇÕES. ALTA PERFORMANCE COM MÁXIMA
Ensaio de tração: cálculo da tensão
 Ensaio de tração: cálculo da tensão A UU L AL A Você com certeza já andou de elevador, já observou uma carga sendo elevada por um guindaste ou viu, na sua empresa, uma ponte rolante transportando grandes
Ensaio de tração: cálculo da tensão A UU L AL A Você com certeza já andou de elevador, já observou uma carga sendo elevada por um guindaste ou viu, na sua empresa, uma ponte rolante transportando grandes
Use a ferramenta Project Geometry geometria dos rasgos interiores. O sketch criado deve conter todos os contornos do modelo 3D.
 Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial
 3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
3 Rodas Laminadas EXL e Discos Roloc EXL Scotch-Brite Industrial Dados Técnicos Fevereiro/2004 Substitui: Janeiro/2002 Página 1 de 8 Introdução: As Rodas Laminadas EXL e EXL Roloc Scotch-Brite para rebarbação
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Perspectiva isométrica de modelos com elementos diversos
 Perspectiva isométrica de modelos com elementos diversos Introdução Algumas peças apresentam partes arredondadas, elementos arredondados ou furos, como mostram os exemplos abaixo: parte arredondada furo
Perspectiva isométrica de modelos com elementos diversos Introdução Algumas peças apresentam partes arredondadas, elementos arredondados ou furos, como mostram os exemplos abaixo: parte arredondada furo
Estruturas de serrotes para metais
 Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Serração Serras alternativas As máquinas de serração e as serras RIDGID foram desenvolvidas por profissionais para profissionais. Quaisquer que sejam as suas exigências em questões de serração, o programa
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas