Laboratório de Automação
|
|
|
- Esther Festas Castelhano
- 8 Há anos
- Visualizações:
Transcrição
1 Laboratório de Automação Prof Márcio Henrique Diniz Marques

2 Processos de Fabricação x Automação Fundição: Areia verde, Areia Rápida, Resina, Casca, Injeção,, etc de Pega Soldagem/União: Eletrodo Revestido, Mig/Mag, Tig, Arco-Submerso, por Chama a gás (brasagem), Atrito, Colagem,, etc Usinagem: Torneamento, Fresamento, Serramento, Retífica, Torno-fresamento, furação, trepanação,, etc Corte/Separação: Chama (oxi-acetileno), (Jato d Água), etc Plasma, Conformação: Estampagem,, etc Corte por Laser, Abrasão Dobra, Repuxamento,
, (Jato d Água), etc Plasma, Conformação: Estampagem,, etc Corte por Laser,")
3 O que significa CNC? CNC são as iniciais de Computer Numeric Control ou em Português Controle Numérico Computadorizado É um controlador eletrônico (CPU) que permite o controle de máquinas e é utilizado principalmente em Tornos e centros de usinagem É responsável por enviar sinais de controle para os dispositivos de acionamento dos atuadores (motores, pistões,, etc), permitindo o controle simultâneo de vários eixos, conforme uma lista de comandos escrita num código específico (*) (*) Código G: Normas RS274D (1980), ISO 6983, DIN Popularmente conhecidos como Código-G, ou G-Code Atuadores Código-G (Entrada via Painel) Comando CNC Drivers de Potência (Motores de Passo, Servos, Cilindros Hidráulicos e/ou Pneumáticos)
 (*) Código G: Normas RS274D (1980), ISO 6983, DIN 66025 Popularmente conhecidos")
4 O que significa CNC? CNC são as iniciais de Computer Numeric Control ou em Português Controle Numérico Computadorizado É um controlador eletrônico (CPU) que permite o controle de máquinas e é utilizado principalmente em Tornos e centros de usinagem É responsável por enviar sinais de controle para os dispositivos de acionamento dos atuadores (motores, pistões,, etc), permitindo o controle simultâneo de vários eixos, conforme uma lista de comandos escrita num código específico (*) (*) Código G: Normas RS274D (1980), ISO 6983, DIN Popularmente conhecidos como Código-G, ou G-Code Código-G (Entrada Via PC) Emulador de Comando CNC (Mach 3) Atuadores Porta Paralel a Drivers de Potência (Motores de Passo, Servos, Cilindros Hidráulicos e/ou Pneumáticos)
 (*) Código G: Normas RS274D (1980), ISO 6983, DIN 66025 Popularmente conhecidos como Código-G,")
5 Graus de Liberdade Em sistemas mecânicos Graus de Liberdade (sigla em inglês DOF Degrees Of Freedon), é o número de dimensões, ou coordenadas necessárias para especificar a posição de todas as partes de um mecanismo

6 Graus de Liberdade (DOF)

7 Quantos Graus de Liberdade possuem os equipamentos a seguir?

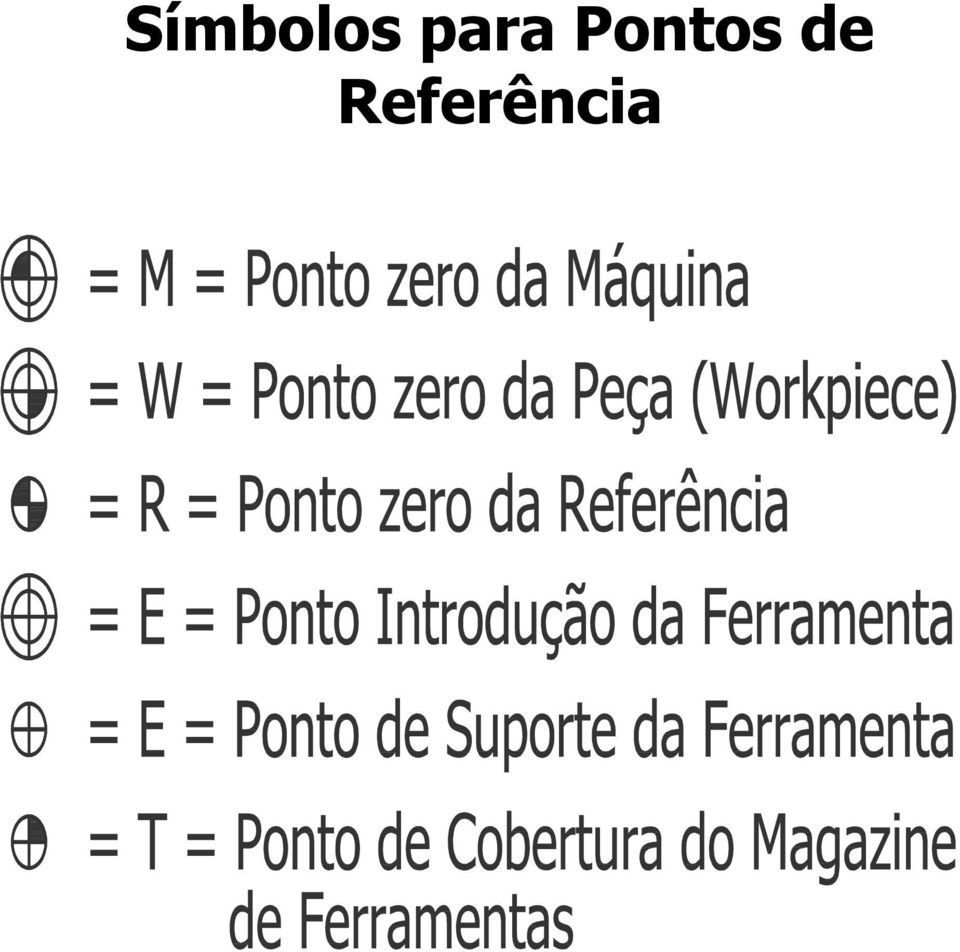
8 Símbolos para Pontos de Referência
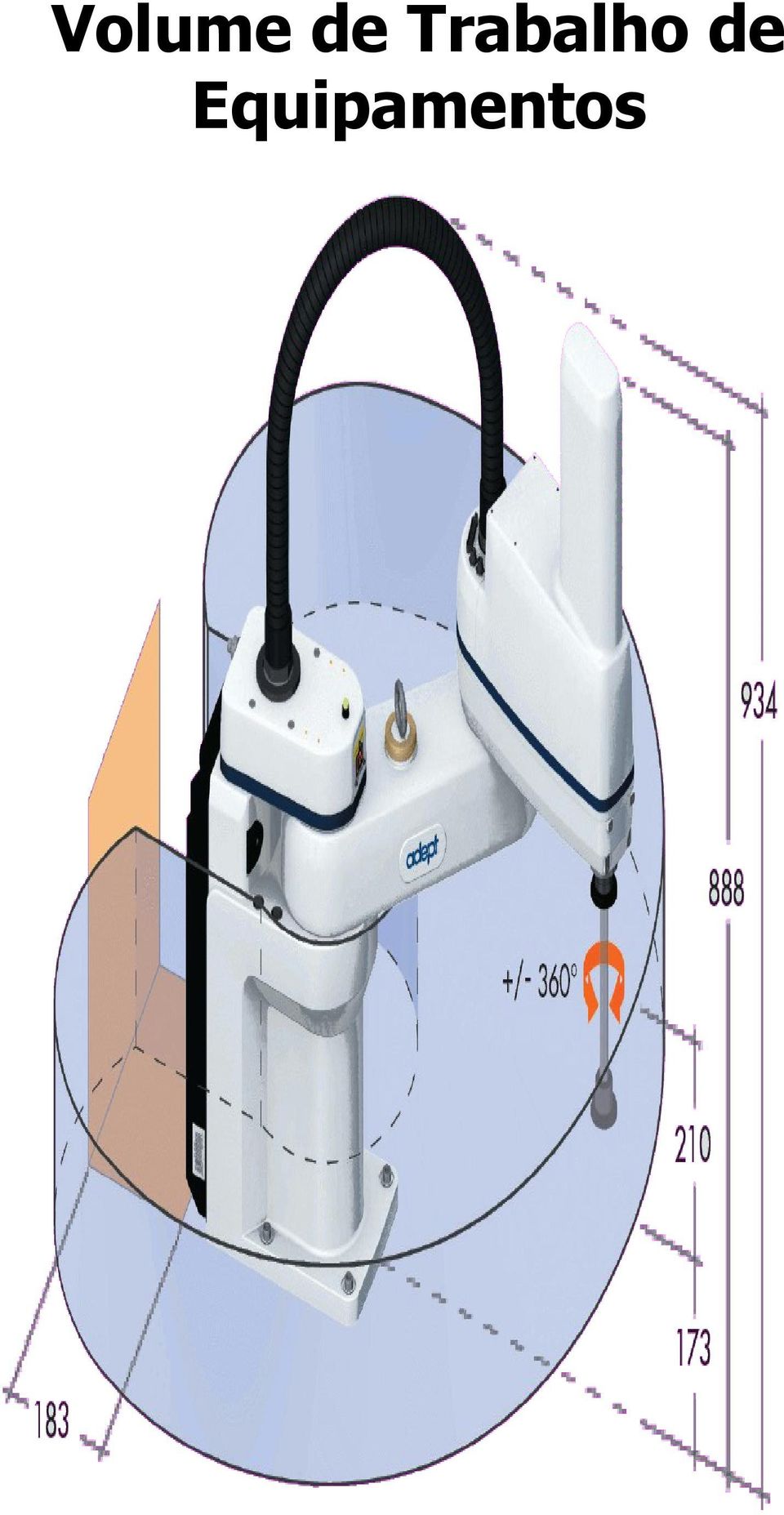
9 Volume de Trabalho de Equipamentos
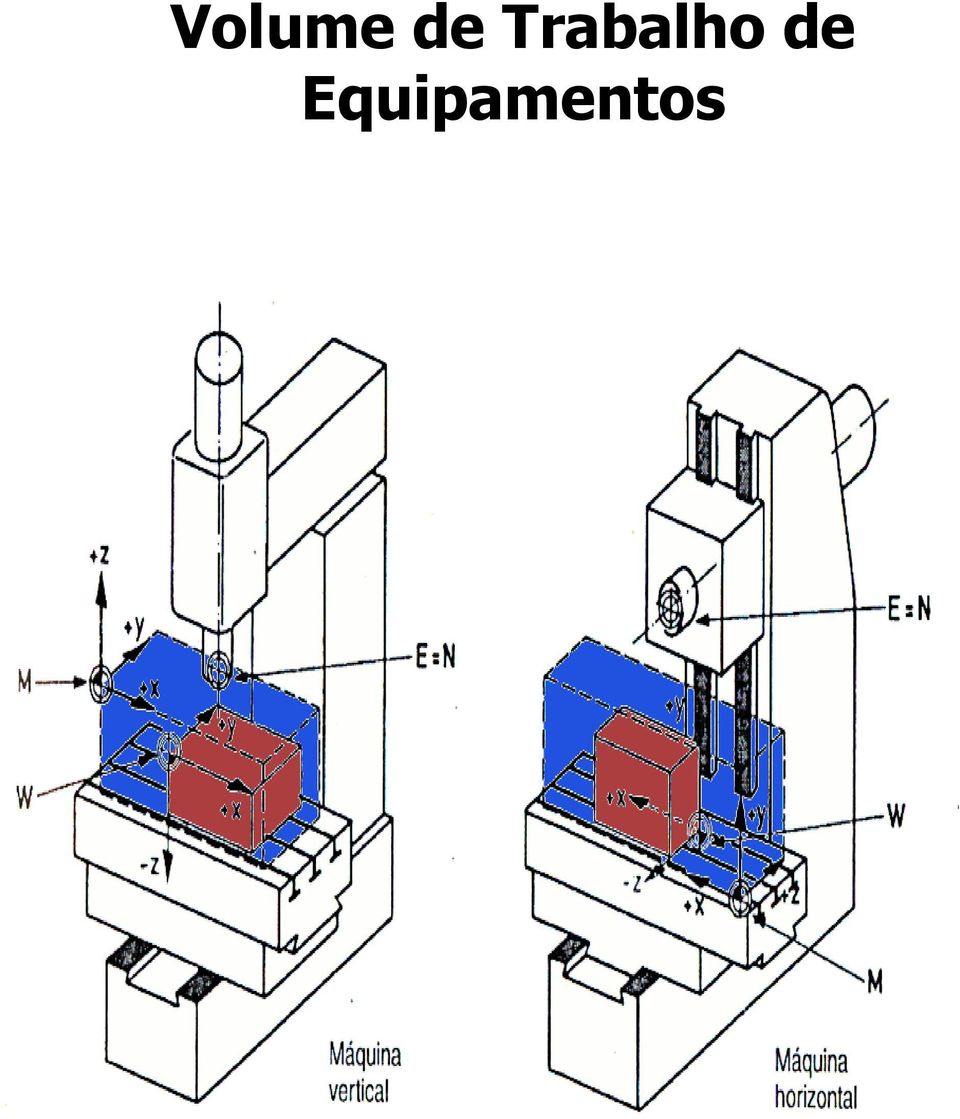
10 Volume de Trabalho de Equipamentos
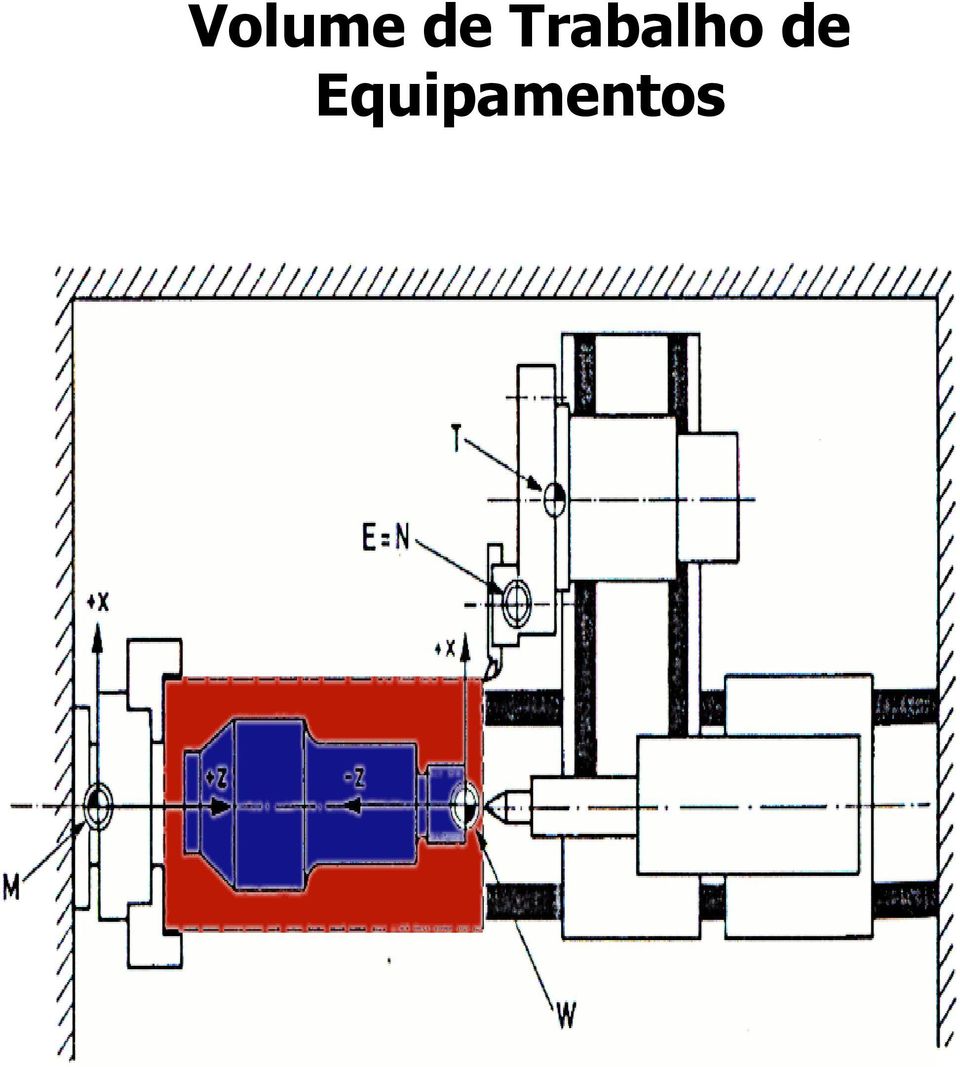
11 Volume de Trabalho de Equipamentos
12 Configurações Cinemáticas de Robôs Robô Articulado

13 Configurações Cinemáticas de Robôs Robô Cartesiano de 3 DOF = Máquina CNC de 3 eixos

14 Revisão de Geometria Analítica 01 Produto Vetorial Representação XYZ Correta Regra da Mão Direita

15 Revisão de Geometria Analítica 01 Exercício - quais dos sistemas de referência abaixo estão corretos, em direção e sentido, conforme o produto vetorial Z = X x Y? Resultados corretos estão destacados nas linha pontilhadas

16 Sistemas de Referências Parte 01 Exemplo: Robô Base(Base): XYZ{B} Ferramenta(Tool): XYZ{T} Estação(Station): XYZ{S} Alvo(Goal): XYZ{G}
: XYZ{S}")
17 Sistemas de Referências Parte 01 Exemplo: Fresadora CNC 3DOF com eixo Z da ferramenta orientado para baixo

18 Sistemas de Referências Parte 01 Exemplo: Fresadora CNC 3DOF com sistema de referência da ferramenta paralelo ao da base da estação

19 Sistemas de Referências Parte 01 Exemplo: Fresadora CNC 5DOF com sistema de referência da ferramenta orientado via programação

20 Motor de Passos Atuador Eletro-mecânico O que é um Motor de Passos? É um atuador eletromecânico aonde temos várias bobinas que são energizadas em uma certa sequência de forma a conduzirmos o eixo do motor até uma certa coordenada angular (ângulo) e também a uma certa velocidade
 e também a uma certa")
21 Motor de Passos Dois Exemplos Motor Bipolar: O controle se dá pela coordenação da ordem de acionamento e no sentido da corrente na bobina acionada Motor Unipolar: O controle se dá pela ordem de acionamento das bobinas Temos neste motor o fio comum que une, geralmente duas bobinas oposta por onde o motor é energizado

22 Motor de Passos Dois Exemplos Motor Bipolar: Motor Unipolar:
23 Motor de Passos Projetos que aumentam a resolução de um motor de passos Um rotor com uma engrenagem externas alinhará os seus dentes com os dentes da engrenagem interna do estator, conforme o campo magnético induzido pela corrente que atravessa a bobina
24 Motor de Passos Acionamento Full Step - Pouco Torque - Muita Vibração - Ressonância Half Step - Pouco Variável - Pouca Vibração - Ressonância ocorre em rotações maiores - Duplicação da Resolução Double Full - Muito Torque - Muita Vibração - Ressonância
25 Fusos e Fusos de Esferas Junta Prismática O que é um Fuso? É um mecanismo que transforma movimento rotacional em linear, através de contato deslizante (parafusos e porcas) ou rolante (fusos de esferas) Muito utilizados em juntas prismáticas de robôs ou máquinas-ferramentas Pode ser composto de um motor simples conectato a um eixo ou pode ser composto de um motor de passos (ou até mesmo um servo-motor) conectato a um eixo
26 Fusos e Fusos de Esferas Deduzindo as equações de um fuso (motor simples): Sejam: P = Passo de fuso [comprimento]/[revolução] L = Comprimento deslocado do carro [comprimento] Nnúm_rev = Número de voltas [revoluções] Nrpm = Velocidade Angular [revoluções]/[minuto] L P N NúmRev V P N rpm
27 Fusos e Fusos de Esferas Deduzindo as equações de um fuso (motor de passos): Sejam: P = Passo de fuso [comprimento]/[revolução] Step = É o ângulo de Passo [graus] (Full STEP Dados do Fabricante) Rmotor = 360º / Step = Resolução do Motor Full STEP [Passos]/[revolução] L = Comprimento deslocado do carro [comprimento] Npassos = Número de Disparos CLK [pulsos] = [passos] CLK = Frequência de CLOCK [pulsos]/[segundo] = [Hertz] (Disparo na Borda de subida)
28 Fusos e Fusos de Esferas Exercício 01 Temos abaixo um motor ligado a um fuso que aciona um carro Determine: (a) Qual o deslocamento em [mm] após 30 revoluções? (b) Qual a velocidade do carro em [mm]/[minuto] se o motor gira a 200 rpm? Dados: Passo do Fuso = 2 [mm] / [volta]
29 Fusos e Fusos de Esferas Exercício 02 Temos abaixo um motor de passos ligado a um fuso que aciona um carro Determine: (a) Qual o deslocamento em [mm] após 20 revoluções? (b) Qual a velocidade do carro em [mm]/[minuto] se o motor gira a 120 rpm? (c) Qual a frequência em [Hertz] do sinal de CLOCK para a velocidade em (b)? (d) Qual se o sistema for acionado por um sinal de CLOCK de 2,5 khertz, qual será a velocidade do carro em [mm/s] (e) Quantos pulsos (CLOCKs) são necessários para o carro andar 150 mm? Dados: Passo do Fuso = 2 [mm]/[volta] Step = 1,8 graus
30 Fusos e Fusos de Esferas Exercício 03 Temos abaixo um motor de passos ligado a um fuso que aciona um carro Determine: (a) Qual o deslocamento em [mm] após 35 revoluções? (b) Qual a velocidade do carro em [mm]/[minuto] se o motor gira a 600 rpm? (c) Qual a frequência em [Hertz] do sinal de CLOCK para a velocidade em (b)? (d) Qual se o sistema for acionado por um sinal de CLOCK de 1,5 khertz, qual será a velocidade do carro em [mm/s] (e) Quantos pulsos (CLOCKs) são necessários para o carro andar 150 mm? Dados: Passo do Fuso = 5 [mm]/[volta] Step = 1,8 graus
31 Fusos e Fusos de Esferas Exercício 04 Temos abaixo um motor de passos ligado a um fuso que aciona um carro Determine para este projeto qual será a resolução da junta prismática (deslocamento mínimo do carro para cada passo do motor de passo) Dados: Passo do Fuso = 5 [mm]/[volta] Step = 1,8 graus
32 Fusos e Fusos de Esferas Exercício 05 Temos abaixo um motor de passos ligado a um aciona um carro Determine para esta junta prismática o passo necessária para que esta tenha uma precisão de no acionamento modo FULL-STEP e 0,025 acionamento modo HALF-STEP Dados: Passo do Fuso =? Determinar Step = 1,8 graus fuso que da rosca 0,05 mm mm no
33 Introdução à Linguagem CNC Etapas para Fabricação 1 Conhecer o processo de fabricação e o equipamento utilizado (capacidade, ferramentas e limitações) 2 Identificação dos requisitos especiais de tolerâncias e rugosidades; 3 Definição da seqüência de etapas de fabricação; 4 Definição da cotação de fabricação das dimensões longitudinais; considerando as superfícies de referência adotadas para as operações de fabricação; 5 Definição dos sobremetais, tolerâncias operacionais e dimensões intermediárias; 6 Definição da peça em bruto (considerar cilindro cortado de barra laminada); 7 Definição da quantidade de material a ser removida nas operações de torneamento (ou de fresamento, se for o caso) para as diversas dimensões longitudinais e de diâmetro;
34 Introdução à Linguagem CNC Ferramentas Utilizadas Torneamento
35 Introdução à Linguagem CNC Etapas para Fabricação
36 Introdução à Linguagem CNC Etapas para Fabricação
37 Introdução à Linguagem CNC Exemplo Torno CNC Sistema de Coordenadas O sistema de referência utilizado em nosso laboratório está destacado em linhas pontilhadas
38 Introdução à Linguagem CNC Referência do ponto Zero da Peça Em nossas práticas de laboratório referenciar a peça conforme está destacado em linhas pontilhadas
39 Referência do ponto Zero da Peça Equipamentos com alimentação automática ETAPA 1: A matéria-prima avança ETAPA 2: A matéria-prima avança toca um apalpador, o sujeitador (castanha) prende a peça e é enviado um sinal de zerar a referência da peça ETAPA 3: A peça é usinada ETAPA 2: A peça é separada da matéria-prima
40 Sistemas de Coordenadas Absolutas Em nossas práticas de laboratório as referências de cotas na peça conforme acima favorece a rápida implementação e edição
41 Sistemas de Coordenadas Incrementais Vantajosa quando se pretende programar utilizando sub-rotinas e, quando implementada em conjunto com as coordenadas absolutas, pode favorecer a rápida criação e edição de peças
42 Introdução à Linguagem CNC - G Code Lembrando: Código G é uma definição popular, na verdade os códigos G s (pois existem algumas diferenças entre os comandos CNC) são derivados de várias normas, citando como exemplo as normas RS274D (1980), ISO 6983, DIN Milling Turning (fresamento) (torneamento) G00 G01 G02 G03 G04 G07 G09 G10 G11 G12 G13 G17 G18 G19 G20 G21 G22 G23 OFF ON G27 G28 G29 G30 G31 Positioning in Rapid Linear Interpolation Circular Interpolation (CW) Circular Interpolation (CCW) Dwell Imaginary axis designation Exact stop check Program parameter input Program parameter input cancel Circle Cutting CW Circle Cutting CCW XY Plane XZ Plane YZ Plane Inch Units Metric Units Stored stroke limit ON Stored stroke limit OFF G00 G01 G02 G03 G04 G07 Positioning in Rapid Linear Interpolation Circular Interpolation (CW) Circular Interpolation (CCW) Dwell Feedrate sine curve control G10 G11 Data setting Data setting cancel G17 G18 G19 G20 G21 G22 G23 G25 XY Plane XZ Plane YZ Plane Inch Units Metric Units Stored stroke check function ON Stored stroke check function OFF Spindle speed fluctuation detection G26 Spindle speed fluctuation detection Reference point return check Automatic return to reference point Automatic return from reference point Return to 2nd, 3rd, 4th reference point Skip function G27 G28 G29 G30 G31 G32 Reference point return check Automatic Zero Return Return from Zero Return Position 2nd reference point return Skip function Thread cutting
43 Introdução à Linguagem CNC - G Code Lembrando: Código G é uma definição popular, na verdade os códigos G s (pois existem algumas diferenças entre os comandos CNC) são derivados de várias normas, citando como exemplo as normas RS274D (1980), ISO 6983, DIN Milling Turning (fresamento) (torneamento) G33 Thread cutting G34 Bolt hole circle (Canned Cycle) G35 Line at angle (Canned Cycle) G36 Arc (Canned Cycle) G40 Cutter compensation Cancel Cancel G41 Cutter compensation Left Left G42 Cutter compensation Right Right G43 Tool Length Compensation (Plus) G44 Tool Length Compensation (Minus) G45 Tool offset increase G46 Tool offset decrease Compensation G47 Tool offset double increase G48 Tool offset double decrease G49 Tool Length Compensation Cancel G50 Scaling OFF maximum rpm G51 Scaling ON G52 Local coordinate system setting G53 Machine coordinate system selection G54 Workpiece Coordinate System G55 Workpiece Coordinate System 2 G56 Workpiece Coordinate System 3 G57 Workpiece Coordinate System 4 G58 Workpiece Coordinate System 5 G59 Workpiece Coordinate System 6 G60 Single direction positioning G61 Exact stop check mode G62 Automatic corner override G63 Tapping mode G64 Cutting mode G34 G36 G40 Variable lead thread cutting G41 Tool Nose Radius Compensation G42 Tool Nose Radius Compensation G46 Automatic Tool Nose Radius G50 Coordinate system setting and G52 G53 G54 G55 G56 G57 G58 G59 G61 G62 G63 G64 Automatic tool compensation Tool Nose Radius Compensation Local coordinate system setting Machine coordinate system setting Workpiece Coordinate System Workpiece Coordinate System 2 Workpiece Coordinate System 3 Workpiece Coordinate System 4 Workpiece Coordinate System 5 Workpiece Coordinate System 6 Exact stop check mode Automatic corner override Tapping mode Cutting mode
44 Introdução à Linguagem CNC - G Code Lembrando: Código G é uma definição popular, na verdade os códigos G s (pois existem algumas diferenças entre os comandos CNC) são derivados de várias normas, citando como exemplo as normas RS274D (1980), ISO 6983, DIN Milling Turning (fresamento) (torneamento) G65 G66 G67 G68 G69 G70 G71 G72 G73 G74 G75 G76 G77 G78 G79 G80 G81 G82 G83 G84 G85 G86 Custom macro simple call Custom macro modal call Custom macro modal call cancel Coordinate system rotation ON Coordinate system rotation OFF Inch Units Metric Units User canned cycle High-Speed Peck Drilling Cycle Counter tapping cycle User canned cycle Fine boring cycle User canned cycle User canned cycle User canned cycle Cancel Canned Cycles Drilling Cycle Counter Boring Cycle Deep Hole Drilling Cycle Tapping cycle Boring Cycle Boring Cycle G65 G66 G67 G68 G69 G70 G71 G72 G73 G74 G75 G76 User macro simple call User macro modal call User macro modal call cancel Mirror image for double turrets ON Mirror image for double turrets OFF Finishing Cycle Turning Cycle Facing Cycle Pattern repeating Peck Drilling Cycle Grooving Cycle Threading Cycle G80 Canned cycle for drilling cancel G83 G84 Face Drilling Cycle Face Tapping Cycle G86 Face Boring Cycle
45 Introdução à Linguagem CNC - G Code Lembrando: Código G é uma definição popular, na verdade os códigos G s (pois existem algumas diferenças entre os comandos CNC) são derivados de várias normas, citando como exemplo as normas RS274D (1980), ISO 6983, DIN Milling Turning (fresamento) (torneamento) G87 Back Boring Cycle G88 Boring Cycle G89 Boring Cycle G90 Absolute Positioning G91 Incremental Positioning G92 Reposition Origin Point G93 Inverse time feed G94 Per minute feed G95 Per revolution feed G96 Constant surface speed control G97 Constant surface speed control cancel cancel G98 Set Initial Plane default G99 Return to Retract (Rapid) Plane mode mode cancel G87 G88 G89 G90 G91 G92 Side Drilling Cycle Side Tapping Cycle Side Boring Cycle Absolute Programming Incremental Programming Thread Cutting Cycle G94 Endface Turning Cycle G96 G97 Constant surface speed control Constant surface speed control G98 G99 G107 G112 Linear Feedrate Per Time Feedrate Per Revolution Cylindrical Interpolation Polar coordinate interpolation G113 Polar coordinate interpolation G250 G251 Polygonal turning mode cancel Polygonal turning mode
46 Introdução à Linguagem CNC Função G0 Avanço Rápido É a uma função responsável por deslocamentos dos eixos que controlam as ferramentas, sendo que quando usamos esta função queremos que o porta ferramentas se desloque na máxima velocidade do equipamento (sistema) É utilizada para deslocamentos entre os períodos improdutivos da ferramenta (quando esta não esta tocando a peça) e por isso estes períodos devem tender a um valor mínimo Deve sempre se tomar cuidados para que o porta ferramentas não atinja a peça durante um percurso não produtivo
47 Introdução à Linguagem CNC Função G1 Interpolação Linear É a uma função responsável por deslocamentos dos eixos que controlam as ferramentas, quando neste caso queremos que o porta ferramentas se desloque na velocidade programada Neste caso a velocidade de avanço é definida pela função F[mm/minutos] ou F[mm/revolução] É utilizada para deslocamentos lineares dentro de um plano durante um processo de fabricação (torneamento, fresamento, corte a plasma,, etc) Alguns comandos CNC ainda contam (para o torneamento) com variáveis complementares que podem executar automaticamente chanfros e arredondamentos
48 Introdução à Linguagem CNC Função G2 Interpolação Circular (sentido horário) É a uma função responsável por deslocamentos dos eixos que controlam as ferramentas em movimento circular no sentido horário
49 Introdução à Linguagem CNC Função G3 Interpolação Circular (sentido anti-horário) É a uma função responsável por deslocamentos dos eixos que controlam as ferramentas em movimento circular no sentido anti-horário
50 Introdução à Linguagem CNC Função G2 e G3 Outras situações
51 Função G0 e G1 Exercícios Exercício 01: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
52 Função G0 e G1 Exercícios Exercício 02: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
53 Função G0 e G1 Exercícios Exercício 03: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
54 Função G0 e G1 Exercícios Exercício 04: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
55 Função G0 e G1 Exercícios Exercício 05: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
56 Função G0 e G1 Exercícios Exercício 06: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
57 Função G0 e G1 Exercícios Exercício 07: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
58 Função G0 e G1 Exercícios Exercício 08: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
59 Função G0 e G1 Exercícios Exercício 09: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
60 Função G2 e G3 Exercício Resolvido Exercício 10: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
61 Função G2 e G3 Exercício Resolvido Exercício 11: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
62 Função G2 e G3 Exercício 12: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
63 Função G2 e G3 Exercício 13: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
64 Função G2 e G3 Exercício 14: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
65 Função G2 e G3 Exercício 15: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
66 Função G2 e G3 Exercício 16: Para a peça acima, implementar a programação em código G, necessária para se executar o perfil de acabamento da peça, percorrido em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO, e em coordenadas ABSOLUTAS Considere uma aproximação segura da ferramenta com a peça, uma saída até uma posição segura e F=50 mm/min
67 Função G2 e G3 Exercício 17: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
68 Função G2 e G3 Exercício 18: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
69 Função G2 e G3 Exercício 19: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
70 Função G2 e G3 Exercício 20: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
71 Função G2 e G3 Exercício 21: Para a peça acima, implementar a programação em código G, necessária para realizar o desbaste e o acabamento final da peça que será executada em um torno CNC que utiliza o programa MACH3 Implementar a programação pelo modo DIÂMETRO e assumindo que a ferramenta está posicionada conforme abaixo seguindo o percurso indicado durante início e fim de operação Dados: Desbaste: Ap = 1 mm f = 75 mm/min Acabamento: Ap = 0,5 mm f = 50 mm/min
Laboratório de Automação
 Laboratório de Automação Prof Márcio Henrique Diniz Marques Processos de Fabricação x Automação Fundição: Areia verde, Areia Rápida, Resina, Casca, Injeção,, etc de Pega Soldagem/União: Eletrodo Revestido,
Laboratório de Automação Prof Márcio Henrique Diniz Marques Processos de Fabricação x Automação Fundição: Areia verde, Areia Rápida, Resina, Casca, Injeção,, etc de Pega Soldagem/União: Eletrodo Revestido,
MANUFATURA ASSISTIDA POR COMPUTADOR
 MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
MANUFATURA ASSISTIDA POR COMPUTADOR Prof. Isaac N. L. Silva Professor do Departamento de Engenharia Mecânica e Mecatrônica - PUCRS CNC O que são Tipos e Aplicações Fabricantes O que são Controle Numérico
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC
 CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
CNC BÁSICO TORNO EMCO PC 120 COMANDO FANUC Teclado de edição Softkeys Deslocamento de eixos Setup de programas Start/Stop de programas e dispositivos Dispositivos Modos de operação Velocidade de avanço
UCS. Universidade de Caxias do Sul. Centro de Ciências Exatas e Tecnologia. Departamento de Engenharia Mecânica
 1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
1 Universidade de Caxias do Sul UCS Centro de Ciências Exatas e Tecnologia Departamento de Engenharia Mecânica Programação CNC Utilizando o Comando Mitsubishi Meldas-M3 Gerson Luiz Nicola Eng. Mec. Prof.
Capítulo 1 <Introdução 17 1.1 - CNC - Máquinas Ferramentas com Comando Numérico Computadorizado 17
 Índice Analítico Capítulo 1
Índice Analítico Capítulo 1
TREINAMENTO PARA TORNO CNC
 TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
TREINAMENTO PARA TORNO CNC COMANDOS FANUC - 1 - Descrição de comandos M Os comandos M são funções de alternância ou adicionais. Os comandos M podem ficar sozinhos ou com outro comando em um bloco de programa.
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Manual do Usuário. Plano de Corte
 Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
Manual do Usuário Plano de Corte Sumário Gigatron Plano de Corte...2 Versão...2 Plano de Corte...2 Edição de Atributos de Peças...3 Atributos de Linhas de Corte...4 Estilos de Entrada e Saída...8 Contorno...8
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ. Câmpus Ponta Grossa Coordenação do Curso Superior de Tecnologia em Automação Industrial
 UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ Câmpus Ponta Grossa Coordenação do Curso Superior de Tecnologia em Automação Industrial Jhonathan Junio de Souza Motores de Passo Trabalho apresentado à disciplina
UNIVERSIDADE TECNOLÓGICA FEDERAL DO PARANÁ Câmpus Ponta Grossa Coordenação do Curso Superior de Tecnologia em Automação Industrial Jhonathan Junio de Souza Motores de Passo Trabalho apresentado à disciplina
GUIA RÁPIDO DE PROGRAMAÇÃO (CNC PROTEO)
") GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
GUIA RÁPIDO DE PROGRAMAÇÃO () MCS Engenharia 6/9/2012 Página 1 de 17 ÍNDICE 1 PROGRAMAÇÃO ISO (CÓDIGOS G)... 3 1.1 COORDENADAS ABSOLUTAS / INCREMENTAIS (G90 / G91)... 3 1.2 ORIGENS: ABSOLUTA (G53), PEÇA
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Nivaldo Ferrari. Silvio Audi
 Programação de Centro de Usinagem - CNC SENAI- SP, 2002 Trabalho elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo. Coordenação Geral Coordenação Dionisio Pretel Laur Scalzaretto
Programação de Centro de Usinagem - CNC SENAI- SP, 2002 Trabalho elaborado pela Escola SENAI Roberto Simonsen do Departamento Regional de São Paulo. Coordenação Geral Coordenação Dionisio Pretel Laur Scalzaretto
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
Fresadora CNC (denford)
") Fresadora CNC (denford) Máquinas à Comando Numérico 08/01/09 - Prof. J. Gregório do Nascimento - 1 Teclado Tutor RESET apaga mensagem de alarme. Reposiciona o programa para iniciar no modo de Editor. ALFA/NUMÉRICO
Fresadora CNC (denford) Máquinas à Comando Numérico 08/01/09 - Prof. J. Gregório do Nascimento - 1 Teclado Tutor RESET apaga mensagem de alarme. Reposiciona o programa para iniciar no modo de Editor. ALFA/NUMÉRICO
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Curso Automação Industrial Aula 3 Robôs e Seus Periféricos. Prof. Giuliano Gozzi Disciplina: CNC - Robótica
 Curso Automação Industrial Aula 3 Robôs e Seus Periféricos Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs Robôs e seus Periféricos
Curso Automação Industrial Aula 3 Robôs e Seus Periféricos Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs Robôs e seus Periféricos
O que é o motor de passo?
 Universidade Federal Fluminense Centro Tecnológico Escola de Engenharia Curso de Engenharia de Telecomunicações Programa de Educação Tutorial Grupo PET-Tele Motor de Passo Autor atual: Felipe Gonçalves
Universidade Federal Fluminense Centro Tecnológico Escola de Engenharia Curso de Engenharia de Telecomunicações Programa de Educação Tutorial Grupo PET-Tele Motor de Passo Autor atual: Felipe Gonçalves
DESCRITIVO TÉCNICO. 1 Alimentador
 DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
DESCRITIVO TÉCNICO Nome Equipamento: Máquina automática para corte de silício 45º e perna central até 400 mm largura Código: MQ-0039-NEP Código Finame: *** Classificação Fiscal: 8462.39.0101 1 Alimentador
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO
 MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
MANUAL DE PROGRAMAÇÃO E OPERAÇÃO CENTROS DE USINAGEM Fanuc Série Oi INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa
Características da Usinagem CNC
 Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
Características da Usinagem CNC CN: comando numérico É o código propriamente dito! CNC: comando numérico computadorizado É o sistema de interpretação e controle de equipamentos que se utilizam de CN para
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
João Manuel R. S. Tavares / JOF
 Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
INTRODUÇÃO PROGRAMA. Os dados em um bloco de programa são chamados: a. Dados dimensionais (geométricos) b. Dados de Controle
 b. Dados de Controle") INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
INTRODUÇÃO PROGRAMA Para usinar uma peça em um centro de usinagem, informações como valores de coordenadas e outros dados técnicos informa como uma ferramenta deve se mover em relação à peça de trabalho
Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia
 Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia 1. Apresentar os esquemas de medição das dimensões a, b e c indicadas na figura 1 (desenhar as testeiras, orelhas e pé do paquímetro
Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia 1. Apresentar os esquemas de medição das dimensões a, b e c indicadas na figura 1 (desenhar as testeiras, orelhas e pé do paquímetro
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC
 CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM
 INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM Com uma área construída de mais de 20.000m 2, a FEZER conta com equipamentos de usinagem computadorizados e convencionais dos mais variados
INFRA-ESTRUTURA DE FÁBRICA E PRESTAÇÃO DE SERVIÇOS DE USINAGEM Com uma área construída de mais de 20.000m 2, a FEZER conta com equipamentos de usinagem computadorizados e convencionais dos mais variados
Tutorial de Eletrônica Aplicações com 555 v2010.05
 Tutorial de Eletrônica Aplicações com 555 v2010.05 Linha de Equipamentos MEC Desenvolvidos por: Maxwell Bohr Instrumentação Eletrônica Ltda. Rua Porto Alegre, 212 Londrina PR Brasil http://www.maxwellbohr.com.br
Tutorial de Eletrônica Aplicações com 555 v2010.05 Linha de Equipamentos MEC Desenvolvidos por: Maxwell Bohr Instrumentação Eletrônica Ltda. Rua Porto Alegre, 212 Londrina PR Brasil http://www.maxwellbohr.com.br
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Integração com os Componentes Periféricos das Estações
 PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL FACULDADE DE ENGENHARIA ENGENHARIA DE CONTROLE E AUTOMAÇÃO 44646-04 SISTEMAS ROBOTIZADOS Prof. Felipe Kühne Integração com os Componentes Periféricos
PONTIFÍCIA UNIVERSIDADE CATÓLICA DO RIO GRANDE DO SUL FACULDADE DE ENGENHARIA ENGENHARIA DE CONTROLE E AUTOMAÇÃO 44646-04 SISTEMAS ROBOTIZADOS Prof. Felipe Kühne Integração com os Componentes Periféricos
Prof. Daniel Hasse. Robótica Industrial
 Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
Prof. Daniel Hasse Robótica Industrial Aula 02 - Robôs e seus Periféricos Tipos de Sistemas de Controle Volume de Trabalho Dinâmica e Precisão dos Movimentos Sistemas de Acionamentos Garras Tipos de Sistemas
Descubra o poder e a simplicidade do GibbsCAM e como podemos ajudar sua empresa
 Descubra o poder e a simplicidade do GibbsCAM e como podemos ajudar sua empresa Torneamento e Fresamento 2.5D Turning Package Produtividade máxima em tornos e centros de usinagem Crie sua geometria para
Descubra o poder e a simplicidade do GibbsCAM e como podemos ajudar sua empresa Torneamento e Fresamento 2.5D Turning Package Produtividade máxima em tornos e centros de usinagem Crie sua geometria para
Eletromecânicos de Manutenção Industrial
 Eletromecânicos de Manutenção Industrial Motor de passo a passo 2013/ 2014 1 Motores passo a passo Os motores de passo são dispositivos eletromecânicos que convertem pulsos elétricos em movimentos mecânicos
Eletromecânicos de Manutenção Industrial Motor de passo a passo 2013/ 2014 1 Motores passo a passo Os motores de passo são dispositivos eletromecânicos que convertem pulsos elétricos em movimentos mecânicos
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
23/04/2010. T u t o r i a l 2003. Universidade Salvador - Unifacs Núcleo de Pesquisa em Redes de Computadores Salvador Bahia Brasil
 Motor de Passo Autor : Ricardo Alexandro de A. Queiroz ( raaq@cpunet.com.br ) Orientador : Augusto Loureiro da Costa ( loureiro@im.ufba.br ) T u t o r i a l 2003 Universidade Salvador - Unifacs Núcleo
Motor de Passo Autor : Ricardo Alexandro de A. Queiroz ( raaq@cpunet.com.br ) Orientador : Augusto Loureiro da Costa ( loureiro@im.ufba.br ) T u t o r i a l 2003 Universidade Salvador - Unifacs Núcleo
Introdução. Aplicações
 Motor de Passo Introdução Os motores de passo preenchem um nicho único no mundo dos motores controlados. Estes motores são usualmente empregados em aplicações de medição e de controle. Aplicações Aplicações
Motor de Passo Introdução Os motores de passo preenchem um nicho único no mundo dos motores controlados. Estes motores são usualmente empregados em aplicações de medição e de controle. Aplicações Aplicações
Introdução ao Controle Numérico
 Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
Introdução ao Controle Numérico Prof. João Paulo P. Marcicano; e-mail: marcican@usp.br Introdução O controle numérico (CN) é um método de controle dos movimentos de máquinas pela interpretação direta de
Use a ferramenta Project Geometry geometria dos rasgos interiores. O sketch criado deve conter todos os contornos do modelo 3D.
 Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Sumário 1. MÁQUINAS CONVENCIONAIS...06 2. MÁQUINAS CNC...23
 Sumário 1. MÁQUINAS CONVENCIONAIS...06 1.1 Fresadoras Ferramenteiras...07 1.2 Tornos Universais...09 1.2.1 Tornos Leves...09 1.2.2 Tornos Médios...11 1.2.3 Tornos Pesados...13 1.3 Furadeiras Radiais...15
Sumário 1. MÁQUINAS CONVENCIONAIS...06 1.1 Fresadoras Ferramenteiras...07 1.2 Tornos Universais...09 1.2.1 Tornos Leves...09 1.2.2 Tornos Médios...11 1.2.3 Tornos Pesados...13 1.3 Furadeiras Radiais...15
Introdução às Máquinas CNC s. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização do
 Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Grupo Caet - Divisão de Conteúdos Introdução às Máquinas CNC s. Por Delmonte Friedrich, Msc. Eng. Todos os direitos reservados. É proibido reproduzir total ou parcialmente esta publicação sem prévia autorização
Sensores e Atuadores (2)
") (2) 4º Engenharia de Controle e Automação FACIT / 2009 Prof. Maurílio J. Inácio Atuadores São componentes que convertem energia elétrica, hidráulica ou pneumática em energia mecânica. Através dos sistemas
(2) 4º Engenharia de Controle e Automação FACIT / 2009 Prof. Maurílio J. Inácio Atuadores São componentes que convertem energia elétrica, hidráulica ou pneumática em energia mecânica. Através dos sistemas
MANUAL OPERAÇÃO FRESADORA PADRÃO
 V100 Página deixada em branco Intencionalmente pág.2 ÍNDICE Índice 1 - OPERAÇÃO MÁQUINA... 7 1.1 - INICIALIZAÇÃO... 7 1.2 - BUSCA DE REFERÊNCIA... 9 1.3. MODO MANUAL... 11 1.3.1 JOG... 11 1.3.2 MODO INCREMENTAL...
V100 Página deixada em branco Intencionalmente pág.2 ÍNDICE Índice 1 - OPERAÇÃO MÁQUINA... 7 1.1 - INICIALIZAÇÃO... 7 1.2 - BUSCA DE REFERÊNCIA... 9 1.3. MODO MANUAL... 11 1.3.1 JOG... 11 1.3.2 MODO INCREMENTAL...
SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO
 SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO Alexandre Dias da Silva Universidade Federal de Santa Maria Universidade Federal de Santa Maria, Avenida Roraima,
SISTEMA DE VISUALIZAÇÃO DE DADOS GEOMÉTRICOS DE PROGRAMAS CN PARA OPERAÇÕES DE FRESAMENTO Alexandre Dias da Silva Universidade Federal de Santa Maria Universidade Federal de Santa Maria, Avenida Roraima,
Cortina Elétrica com Controle Remoto
 FUNDAÇÃO ESCOLA TÉCNICA LIBERATO SALZANO VIEIRA DA CUNHA CURSO TÉCNICO EM MECÂNICA 1º SÉRIE DO ENSINO MÉDIO Turma 3111 Trabalho Trimestral de Física Cortina Elétrica com Controle Remoto Arian Müller (03)
FUNDAÇÃO ESCOLA TÉCNICA LIBERATO SALZANO VIEIRA DA CUNHA CURSO TÉCNICO EM MECÂNICA 1º SÉRIE DO ENSINO MÉDIO Turma 3111 Trabalho Trimestral de Física Cortina Elétrica com Controle Remoto Arian Müller (03)
Laboratório de Conversão Eletromecânica de Energia B
 Laboratório de Conversão Eletromecânica de Energia B Prof a. Katia C. de Almeida 1 Obtenção Experimental dos Parâmetros do Circuito Equivalente do Motor de Indução Monofásico 1.1 Introdução 1.1.1 Motores
Laboratório de Conversão Eletromecânica de Energia B Prof a. Katia C. de Almeida 1 Obtenção Experimental dos Parâmetros do Circuito Equivalente do Motor de Indução Monofásico 1.1 Introdução 1.1.1 Motores
Removendo o cavaco. Na aula passada, tratamos das noções gerais. Nossa aula. Como calcular a rpm, o avanço e a profundidade de corte em fresagem
 A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
A U A UL LA Removendo o cavaco Na aula passada, tratamos das noções gerais sobre a operação de usinagem feita com máquinas fresadoras. Vimos, de modo geral, como se dá a fresagem e aprendemos um pouco
Sua indústria. Seu show. Seu Futuro
 Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs. Prof. Giuliano Gozzi Disciplina: CNC - Robótica
 Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs
Curso Automação Industrial Aula 2 Estrutura e características Gerais dos Robôs Prof. Giuliano Gozzi Disciplina: CNC - Robótica Cronograma Introdução a Robótica Estrutura e Características Gerais dos Robôs
CATÁLOGO TÉCNICO 2013-2
 CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
CATÁLOGO TÉCNICO 2013-2 PRODUTO CONTRA PONTO MESA DIVISORA HV-240 TAMBOR GRADUADO - Pode ser acoplado no lugar do disco perfurado sendo possível fazer divisões de 2 em 2 minutos. FLANGE PORTA PLACA - Para
Informações jurídicas
 Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
Fundamentos da programação 1 SINUMERIK SINUMERIK 840D sl/840di sl/828d/802d sl Comandos de deslocamento 2 SINUMERIK SINUMERIK 840D sl/840di sl/ 828D/802D sl Manual de programação Comandos de deslocamento
Fresando com CNC. A sigla CNC significa comando numérico
 A U A UL LA Fresando com CNC A sigla CNC significa comando numérico computadorizado e refere-se a máquinas-ferramenta comandadas por computadores. A primeira máquina-ferramenta controlada por computador
A U A UL LA Fresando com CNC A sigla CNC significa comando numérico computadorizado e refere-se a máquinas-ferramenta comandadas por computadores. A primeira máquina-ferramenta controlada por computador
6. Geometria, Primitivas e Transformações 3D
 6. Geometria, Primitivas e Transformações 3D Até agora estudamos e implementamos um conjunto de ferramentas básicas que nos permitem modelar, ou representar objetos bi-dimensionais em um sistema também
6. Geometria, Primitivas e Transformações 3D Até agora estudamos e implementamos um conjunto de ferramentas básicas que nos permitem modelar, ou representar objetos bi-dimensionais em um sistema também
Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana
 Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana INTRODUÇÃO Um gerador de corrente continua é uma máquina elétrica capaz de converter energia mecânica em energia elétrica. Também
Geradores de Corrente Contínua UNIDADE 2 Prof. Adrielle de Carvalho Santana INTRODUÇÃO Um gerador de corrente continua é uma máquina elétrica capaz de converter energia mecânica em energia elétrica. Também
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
Como funciona o motor de corrente contínua
 Como funciona o motor de corrente contínua Escrito por Newton C. Braga Este artigo é de grande utilidade para todos que utilizam pequenos motores, principalmente os projetistas mecatrônicos. Como o artigo
Como funciona o motor de corrente contínua Escrito por Newton C. Braga Este artigo é de grande utilidade para todos que utilizam pequenos motores, principalmente os projetistas mecatrônicos. Como o artigo
Sensores. Sensor. Passivos: Chave Potenciômetro Energia Auxiliar. Ativos: Célula Fotoelétrica Cristal Piezoelétrico. Digitais: Encoder Régua Óptica
 Sensores Passivos: Chave Potenciômetro Energia Auxiliar Ativos: Célula Fotoelétrica Cristal Piezoelétrico Entrada Sensor Saída Analógicos: Potenciômetro Resolver Digitais: Encoder Régua Óptica Prof. Silas
Sensores Passivos: Chave Potenciômetro Energia Auxiliar Ativos: Célula Fotoelétrica Cristal Piezoelétrico Entrada Sensor Saída Analógicos: Potenciômetro Resolver Digitais: Encoder Régua Óptica Prof. Silas
Exemplos de Programas em CNC. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Eletricidade: acionamento de motores elétricos
 Eletricidade: acionamento de motores elétricos A UU L AL A Como se pode converter energia elétrica em energia mecânica? Considere a situação descrita a seguir. Tic-tac, blamp-blump, zuuuummmm... São as
Eletricidade: acionamento de motores elétricos A UU L AL A Como se pode converter energia elétrica em energia mecânica? Considere a situação descrita a seguir. Tic-tac, blamp-blump, zuuuummmm... São as
Uma solução completa para programação CNC, totalmente em Português, presente no Brasil desde 2001, com soluções para tornos, centros de usinagem,
 Uma solução completa para programação CNC, totalmente em Português, presente no Brasil desde 2001, com soluções para tornos, centros de usinagem, centros de torneamento e eletro-erosão a fio. Por que GibbsCAM?
Uma solução completa para programação CNC, totalmente em Português, presente no Brasil desde 2001, com soluções para tornos, centros de usinagem, centros de torneamento e eletro-erosão a fio. Por que GibbsCAM?
Manual de Operação Fresadora CNC
 Manual de Operação Fresadora CNC 1 Índice Introdução...3 Métodos de Utilização...3 Controle manual...4 Link Serial...5 Modo Automático com Cartão SD...6 2 Introdução A Fresadora CNC do Lab, é uma fresadora
Manual de Operação Fresadora CNC 1 Índice Introdução...3 Métodos de Utilização...3 Controle manual...4 Link Serial...5 Modo Automático com Cartão SD...6 2 Introdução A Fresadora CNC do Lab, é uma fresadora
5. Programação EDE5-0612-003
 5.Programação 5.1 Introdução de programa Máquinas CN são aquelas que usinam peças operando servo-motor, válvula solenóide, etc. com computador. Para operar o computador livremente, é necessário usar uma
5.Programação 5.1 Introdução de programa Máquinas CN são aquelas que usinam peças operando servo-motor, válvula solenóide, etc. com computador. Para operar o computador livremente, é necessário usar uma
Como funciona o Reed-Switches (MEC089)
") Como funciona o Reed-Switches (MEC089) Escrito por Newton C. Braga Um componente de grande utilidade que pode ser usado como sensor em muitas aplicações mecatrônicas, robóticas e de automação é o reed-switch
Como funciona o Reed-Switches (MEC089) Escrito por Newton C. Braga Um componente de grande utilidade que pode ser usado como sensor em muitas aplicações mecatrônicas, robóticas e de automação é o reed-switch
Tais operações podem utilizar um (operações unárias) ou dois (operações binárias) valores.
 ou dois (operações binárias) valores.") Tais operações podem utilizar um (operações unárias) ou dois (operações binárias) valores. 7.3.1.2 Registradores: São pequenas unidades de memória, implementadas na CPU, com as seguintes características:
Tais operações podem utilizar um (operações unárias) ou dois (operações binárias) valores. 7.3.1.2 Registradores: São pequenas unidades de memória, implementadas na CPU, com as seguintes características:
Sistemas Pneumáticos
 UNIVERSIDADE FEDERAL DE PELOTAS CENTRO DE ENGENHARIAS ENGENHARIA DE PRODUÇÃO AUTOMAÇÃO INDUSTRIAL Sistemas Pneumáticos Gilson PORCIÚNCULA wp.ufpel.edu.br/porciuncula Estrutura de um circuito Pneumático
UNIVERSIDADE FEDERAL DE PELOTAS CENTRO DE ENGENHARIAS ENGENHARIA DE PRODUÇÃO AUTOMAÇÃO INDUSTRIAL Sistemas Pneumáticos Gilson PORCIÚNCULA wp.ufpel.edu.br/porciuncula Estrutura de um circuito Pneumático
Encoder de Quadratura
 R O B Ó T I C A Sensor Smart de Quadratura Versão Hardware:. Versão Firmware: 2. REVISÃO 2.9 Sensor Smart de Quadratura. Introdução Os encoders são equipamentos utilizados para converter movimentos rotativos
R O B Ó T I C A Sensor Smart de Quadratura Versão Hardware:. Versão Firmware: 2. REVISÃO 2.9 Sensor Smart de Quadratura. Introdução Os encoders são equipamentos utilizados para converter movimentos rotativos
MÁQUINA MULTIFUSO COM MESA ROTATIVA PARA TRABALHO COM BARRA EXTRUDADA OU TUBO
 MÁQUINA MULTIFUSO COM MESA ROTATIVA PARA TRABALHO COM BARRA EXTRUDADA OU TUBO A VANTAGEM DE NÃO GIRAR A BARRA As máquinas COMBYBAR permitem trabalhar a barra sem rodá-la oferecendo muitas vantagens, como
MÁQUINA MULTIFUSO COM MESA ROTATIVA PARA TRABALHO COM BARRA EXTRUDADA OU TUBO A VANTAGEM DE NÃO GIRAR A BARRA As máquinas COMBYBAR permitem trabalhar a barra sem rodá-la oferecendo muitas vantagens, como
CENTRO DE USINAGEM DUPLA COLUNA. Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho
 CENTRO DE USINAGEM DUPLA COLUNA Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho SÉRIE DV14 1417 / 1422 / 1432 / 1442 CENTRO DE USINAGEM DUPLA COLUNA O Centro de Usinagem
CENTRO DE USINAGEM DUPLA COLUNA Uma Fonte Confiável de Excelentes Máquinas para Complementar Sua Força de Trabalho SÉRIE DV14 1417 / 1422 / 1432 / 1442 CENTRO DE USINAGEM DUPLA COLUNA O Centro de Usinagem
Fuso de esferas de precisão/eixo estriado
 58-2BR s BNS-A, BNS, NS-A e NS Vedação Anel externo Placa para calços Vedação Castanha do eixo estriado Eixo Vedação Colar Placa para calços Vedação Bujão terminal Esfera Anel externo Castanha do fuso
58-2BR s BNS-A, BNS, NS-A e NS Vedação Anel externo Placa para calços Vedação Castanha do eixo estriado Eixo Vedação Colar Placa para calços Vedação Bujão terminal Esfera Anel externo Castanha do fuso
2. Painel de Operação
 2. Painel de Operação 2.1 Introdução O painel de operação consiste das 4 partes abaixo; 2.1.1 Parte LCD/ NC 2.1.2 Parte do Teclado (parte UNIDADE MDI) 2.1.3 Parte do painel de controle da máquina 2.1.4
2. Painel de Operação 2.1 Introdução O painel de operação consiste das 4 partes abaixo; 2.1.1 Parte LCD/ NC 2.1.2 Parte do Teclado (parte UNIDADE MDI) 2.1.3 Parte do painel de controle da máquina 2.1.4
CINEMÁTICA DE MÁQUINAS
 CINEMÁTICA DE MÁQUINAS CAPITULO I Rotação em torno de um eixo fixo 1. A barra dobrada ABCDE mostrada na figura 1, roda com velocidade angular constante de 9 rad/s em torno do eixo que liga as extremidades
CINEMÁTICA DE MÁQUINAS CAPITULO I Rotação em torno de um eixo fixo 1. A barra dobrada ABCDE mostrada na figura 1, roda com velocidade angular constante de 9 rad/s em torno do eixo que liga as extremidades
Escola de Educação Profissional SENAI Visconde de Mauá
 Escola de Educação Profissional SENAI Visconde de Mauá Automação Industrial Porto Alegre, Novembro de 2014 Revisão: A Prof Vander Campos Conhecer os principais conceitos e aplicações dos Servoacionamentos;
Escola de Educação Profissional SENAI Visconde de Mauá Automação Industrial Porto Alegre, Novembro de 2014 Revisão: A Prof Vander Campos Conhecer os principais conceitos e aplicações dos Servoacionamentos;
Exercícios 3 Movimentos em 2 Dimensões, Movimento Circular e Aplicações
 Exercícios 3 Movimentos em 2 Dimensões, Movimento Circular e Aplicações Movimentos em 2D 1) Você está operando um modelo de carro com controle remoto em um campo de tênis vazio. Sua posição é a origem
Exercícios 3 Movimentos em 2 Dimensões, Movimento Circular e Aplicações Movimentos em 2D 1) Você está operando um modelo de carro com controle remoto em um campo de tênis vazio. Sua posição é a origem
CALDsoft7 - Software de planificação em caldeiraria
 CALDsoft7 - Software de planificação em caldeiraria Calculando uma peça com o CALDsoft7 É muito simples calcular uma peça com o CALDsoft7, basta seguir os passos apresentados abaixo: - Escolher a peça
CALDsoft7 - Software de planificação em caldeiraria Calculando uma peça com o CALDsoft7 É muito simples calcular uma peça com o CALDsoft7, basta seguir os passos apresentados abaixo: - Escolher a peça
Sensores - Encoder. Encoder linear Mesmo princípio de funcionamento dos encoders rotativos; Podem ser incremental ou absoluto.
 Sensores - Encoder Encoder linear Mesmo princípio de funcionamento dos encoders rotativos; Podem ser incremental ou absoluto. Sensores - Resolvers Usado para medição de posição angular. Princípio de funcionamento
Sensores - Encoder Encoder linear Mesmo princípio de funcionamento dos encoders rotativos; Podem ser incremental ou absoluto. Sensores - Resolvers Usado para medição de posição angular. Princípio de funcionamento
Curso de Treinamento no Solid Edge
 Curso de Treinamento no Solid Edge Versão 17.0 Módulo 5 - Construindo Features Especiais - I Editores: Prof. Dr.-Ing. Klaus Schützer Marcelo Soares da Silva Laboratório de Sistemas Computacionais Faculdade
Curso de Treinamento no Solid Edge Versão 17.0 Módulo 5 - Construindo Features Especiais - I Editores: Prof. Dr.-Ing. Klaus Schützer Marcelo Soares da Silva Laboratório de Sistemas Computacionais Faculdade
Controle para Motores de Passo usando módulo USB-6008
 Departamento de Física e Ciência dos Materiais Caixa Postal 369-13560-970 São Carlos SP Brasil e-mail : andretec@ifsc.usp.br Controle para Motores de Passo usando módulo USB-6008 Introdução Neste projeto
Departamento de Física e Ciência dos Materiais Caixa Postal 369-13560-970 São Carlos SP Brasil e-mail : andretec@ifsc.usp.br Controle para Motores de Passo usando módulo USB-6008 Introdução Neste projeto
1 Analise a figura a seguir, que representa o esquema de um circuito com a forma da letra U, disposto perpendicularmente à superfície da Terra.
 FÍSIC 1 nalise a figura a seguir, que representa o esquema de um circuito com a forma da letra U, disposto perpendicularmente à superfície da Terra. Esse circuito é composto por condutores ideais (sem
FÍSIC 1 nalise a figura a seguir, que representa o esquema de um circuito com a forma da letra U, disposto perpendicularmente à superfície da Terra. Esse circuito é composto por condutores ideais (sem
Unidade Central de Processamento (CPU) Processador. Renan Manola Introdução ao Computador 2010/01
 Processador. Renan Manola Introdução ao Computador 2010/01") Unidade Central de Processamento (CPU) Processador Renan Manola Introdução ao Computador 2010/01 Componentes de um Computador (1) Computador Eletrônico Digital É um sistema composto por: Memória Principal
Unidade Central de Processamento (CPU) Processador Renan Manola Introdução ao Computador 2010/01 Componentes de um Computador (1) Computador Eletrônico Digital É um sistema composto por: Memória Principal
www.meccomeletronica.com página 1
 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
TRABALHOS PRÁTICOS PROGRAMAÇÃO NC
 Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
Universidade de Brasília Faculdade de Tecnologia Engenharia Mecatrônica Tecnologias de Comando Numérico Prof. Alberto J. Alvares TRABALHOS PRÁTICOS PROGRAMAÇÃO NC 1. Peça Exemplo: Elaborar um programa
FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA
 FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA 1) INTRODUÇÃO Rio de Janeiro, 05 de Maio de 2015. A equipe desenvolvedora deste projeto conta com: - Prof.
FAPERJ & PIUES/PUC-Rio FÍSICA E MATEMÁTICA DO ENSINO MÉDIO APLICADAS A SISTEMAS DE ENGENHARIA 1) INTRODUÇÃO Rio de Janeiro, 05 de Maio de 2015. A equipe desenvolvedora deste projeto conta com: - Prof.
Manual de Programação Torno CNC Mach 3
 Faculdade de Tecnologia de São Paulo FATEC-SP Manual de Programação Torno CNC Mach 3 Coordenadoria de Mecânica de Precisão Disciplina de CNC Comando Numérico Computadorizado Sumário 1 Introdução 5 11 Equipamento
Faculdade de Tecnologia de São Paulo FATEC-SP Manual de Programação Torno CNC Mach 3 Coordenadoria de Mecânica de Precisão Disciplina de CNC Comando Numérico Computadorizado Sumário 1 Introdução 5 11 Equipamento
PV-2200 MANUAL DE INSTRUÇÃO
 Pág.:1 MÁQUINA: MODELO: NÚMERO DE SÉRIE: ANO DE FABRICAÇÃO: O presente manual contém instruções para instalação e operação. Todas as instruções nele contidas devem ser rigorosamente seguidas do que dependem
Pág.:1 MÁQUINA: MODELO: NÚMERO DE SÉRIE: ANO DE FABRICAÇÃO: O presente manual contém instruções para instalação e operação. Todas as instruções nele contidas devem ser rigorosamente seguidas do que dependem
CNC 8055 TC. Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X
 CNC 8055 TC Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se, armazenar-se num sistema
CNC 8055 TC Manual de auto-aprendizagem REF. 1010 SOFT: V01.0X Todos os direitos reservados. Não se pode reproduzir nenhuma parte desta documentação, transmitir-se, transcrever-se, armazenar-se num sistema
A aplicação racional da tecnologia de medição por coordenadas tornou-se viável com o desenvolvimento dos computadores que passaram a ter:
 Capítulo 9 MÁQUINAS DE MEDIR POR COORDENADAS 9.1 IMPORTÂNCIA Ao longo de alguns anos ocorreu intensivo desenvolvimento tecnológico nos processos de usinagem das peças, destacando-se o surgimento dos centros
Capítulo 9 MÁQUINAS DE MEDIR POR COORDENADAS 9.1 IMPORTÂNCIA Ao longo de alguns anos ocorreu intensivo desenvolvimento tecnológico nos processos de usinagem das peças, destacando-se o surgimento dos centros
5.1 - Armazenamento em Disco
 CEFET-RS Curso de Eletrônica 5.1 - Armazenamento em Disco Aspectos Físicos F e Elétricos Profs. Roberta Nobre & Sandro Silva robertacnobre@gmail.com e sandro@cefetrs.tche.br Unidade 05.1.1 Armazenamento
CEFET-RS Curso de Eletrônica 5.1 - Armazenamento em Disco Aspectos Físicos F e Elétricos Profs. Roberta Nobre & Sandro Silva robertacnobre@gmail.com e sandro@cefetrs.tche.br Unidade 05.1.1 Armazenamento
Tubos Laminados e Trefilados Brunidos Peças. Catálogo de Produtos. Tubos e Aços em Peças
 Tubos Laminados e Trefilados Brunidos Peças Catálogo de Produtos Tubos e Aços em Peças 2 www.mercantetubos.com.br SUMÁRIO Introdução Introdução... 4 Peças... 6 Processos... 6 Aplicações... 8 Modelo de
Tubos Laminados e Trefilados Brunidos Peças Catálogo de Produtos Tubos e Aços em Peças 2 www.mercantetubos.com.br SUMÁRIO Introdução Introdução... 4 Peças... 6 Processos... 6 Aplicações... 8 Modelo de
Fig. 13 Como um movimento de um passo se desenvolve quando a excitação é chaveada de Ph1 para Ph2.
 Como visto na Fig. 12, quando os dentes do rotor e do estator estão fora do alinhamento na fase excitada, a relutância magnética é grande. O motor RV trabalha para minimizar a relutância magnética. Vamos
Como visto na Fig. 12, quando os dentes do rotor e do estator estão fora do alinhamento na fase excitada, a relutância magnética é grande. O motor RV trabalha para minimizar a relutância magnética. Vamos
ARQUITETURA DE COMPUTADORES - 1866
 7 Unidade Central de Processamento (UCP): O processador é o componente vital do sistema de computação, responsável pela realização das operações de processamento e de controle, durante a execução de um
7 Unidade Central de Processamento (UCP): O processador é o componente vital do sistema de computação, responsável pela realização das operações de processamento e de controle, durante a execução de um
Mecânica 2007/2008. 6ª Série
 Mecânica 2007/2008 6ª Série Questões: 1. Suponha a=b e M>m no sistema de partículas representado na figura 6.1. Em torno de que eixo (x, y ou z) é que o momento de inércia tem o menor valor? e o maior
Mecânica 2007/2008 6ª Série Questões: 1. Suponha a=b e M>m no sistema de partículas representado na figura 6.1. Em torno de que eixo (x, y ou z) é que o momento de inércia tem o menor valor? e o maior
Configuração Lexium32 - Movimento absoluto e movimento relativo utilizando a função Motion Sequence.
 Configuração Lexium32 - Movimento absoluto e movimento relativo utilizando a função Motion Sequence. Equipamentos utilizados: Servo drive LXM32MD12N4 Servo motor BMH0701P01A2A Software SoMove Lite 1.5.1.0
Configuração Lexium32 - Movimento absoluto e movimento relativo utilizando a função Motion Sequence. Equipamentos utilizados: Servo drive LXM32MD12N4 Servo motor BMH0701P01A2A Software SoMove Lite 1.5.1.0
RELÓGIOS COMPARADORES
 RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
Controle universal para motor de passo
 Controle universal para motor de passo No projeto de automatismos industriais, robótica ou ainda com finalidades didáticas, um controle de motor de passo é um ponto crítico que deve ser enfrentado pelo
Controle universal para motor de passo No projeto de automatismos industriais, robótica ou ainda com finalidades didáticas, um controle de motor de passo é um ponto crítico que deve ser enfrentado pelo
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais
 UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
UNIVERSIDADE FEDERAL DE MINAS GERAIS Departamento de Engenharia Metalúrgica e de Materiais Terminologia Usual de Soldagem e Símbolos de Soldagem Prof. Paulo J. Modenesi Belo Horizonte, julho de 2001 Terminologia
Exemplos de. João Manuel R. S. Tavares Joaquim Oliveira Fonseca
 Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Exemplos de Programas em CNC João Manuel R. S. Tavares Joaquim Oliveira Fonseca 1º Exemplo Trata-se de uma peça paralelepipédica, sobre a qual se pretende realizar o contorno apresentado, numa máquina
Máquinas CNC. Quando seu neto contou que havia visto, Um problema. Controle de máquinas
 A UU L AL A Máquinas CNC Quando seu neto contou que havia visto, numa feira de tecnologia, tornos trabalhando sozinhos, seu Adamastor não acreditou. Riu com pouco caso e mergulhou novamente nas notícias
A UU L AL A Máquinas CNC Quando seu neto contou que havia visto, numa feira de tecnologia, tornos trabalhando sozinhos, seu Adamastor não acreditou. Riu com pouco caso e mergulhou novamente nas notícias
PERGUNTAS E RESPOSTAS
 O que é um Servomotor? O servomotor é uma máquina síncrona composta por uma parte fixa (o estator) e outra móvel (o rotor). O estator é bombinado como no motor elétrico convencional, porém, apesar de utilizar
O que é um Servomotor? O servomotor é uma máquina síncrona composta por uma parte fixa (o estator) e outra móvel (o rotor). O estator é bombinado como no motor elétrico convencional, porém, apesar de utilizar