PRECISÃO E ERROS DE USINAGEM
|
|
|
- Lorenzo Almeida Botelho
- 8 Há anos
- Visualizações:
Transcrição
1 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência à corrosão, etc.) Parâmetros mecânicos (dureza, resistência à fadiga, etc.). Determinados pelo projetista Parâmetros reais Parâmetros definidos no projeto Qualidade da peça.
 Parâmetros mecânicos (dureza, resistência à fadiga, etc.). Determinados pelo projetista")
2 Precisão de usinagem = grau de coincidência entre os parâmetros macro-geométricos (dimensão e forma) de uma peça Qualidade da superfície = grau de coincidência entre os parâmetros micro-geométricos reais (acabamento superficial) Erro de usinagem = diferença entre os parâmetros de uma peça usinada e aqueles de uma peça perfeita (absolutamente precisa) especificada no desenho. Limites de tolerância
 especificada no desenho.")
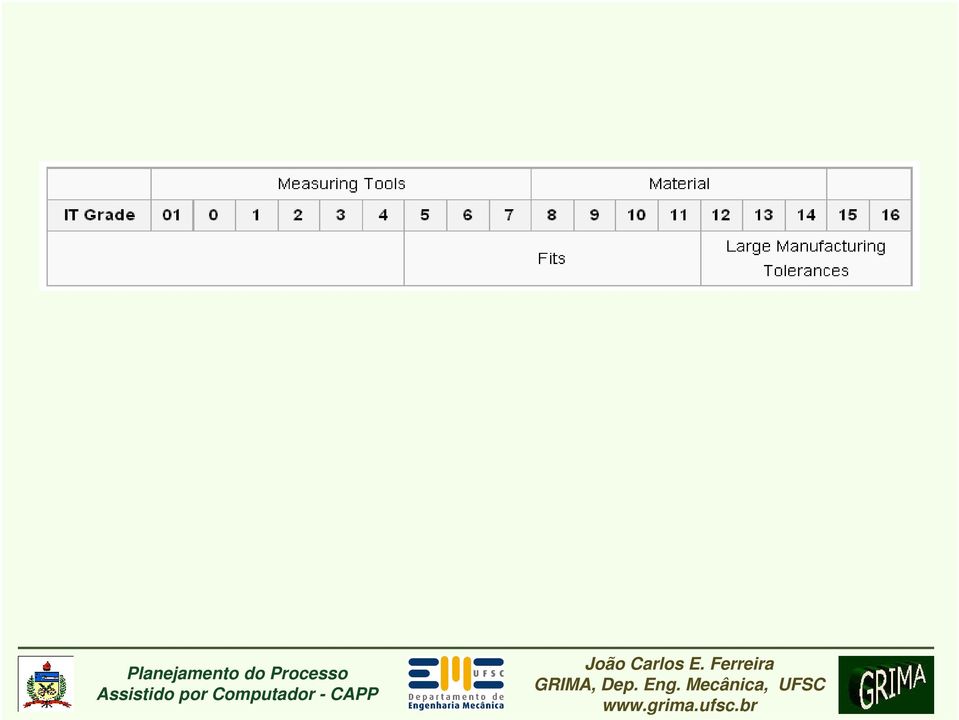
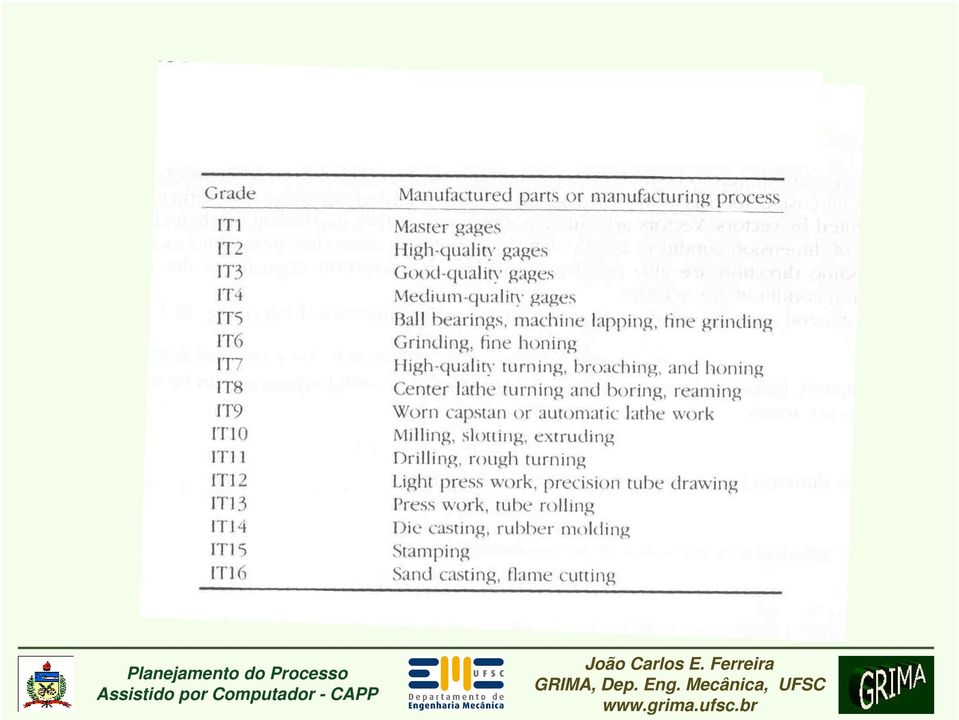
3 TOLERÂNCIAS FUNDAMENTAIS PARA DIMENSÕES ATÉ 500mm

4 TOLERÂNCIAS FUNDAMENTAIS EM FUNÇÃO DE i PARA AS QUALIDADES DE TRABALHO DE IT5 A IT16 CRITÉRIOS DE ARREDONDAMENTO DOS VALORES DAS TOLERÂNCIAS FUNDAMENTAIS DE 5 a 11 Cálculo da unidade de tolerância: 3 i = 0,45 D + 0, 001D (µm) onde D (mm) = média geométrica de dois valores extremos de cada grupo de dimensões fixadas na tabela anterior.

5
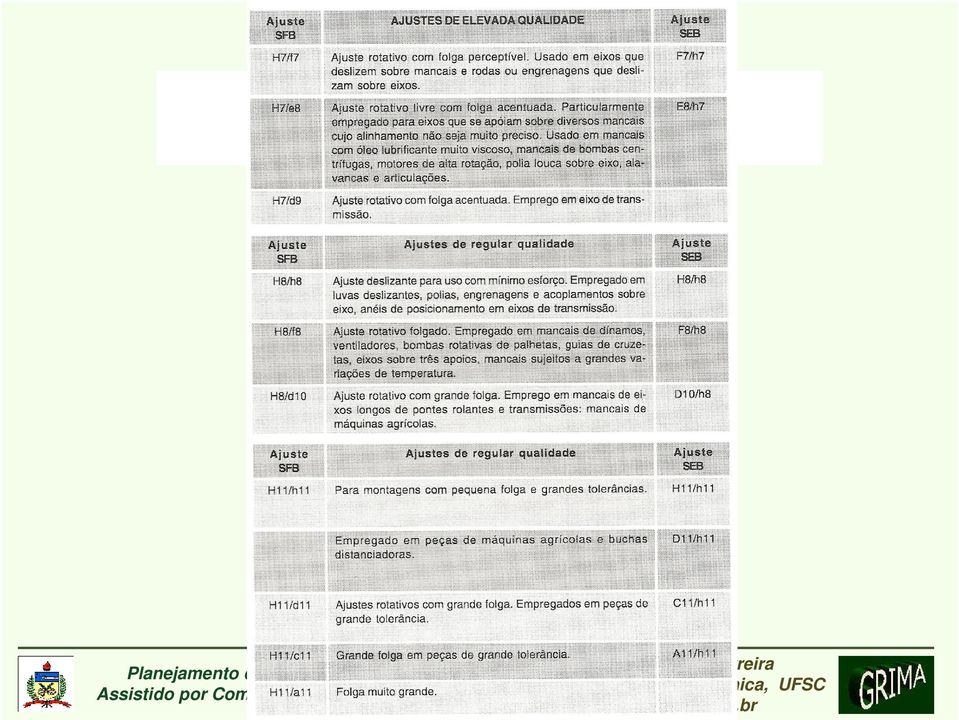
6 Ajustes com folga Ajustes incertos Ajustes com interferência

7 Posições dos campos de tolerância em relação à linha zero

8 Ajustes no sistema furo-base Ajustes no sistema eixo-base

9

10
11

12
13 Precisão de usinagem de superfícies da peça: Precisão de dimensões de superfícies (p.ex. precisão dos diâmetros de superfícies cilíndricas e esféricas, ângulos de cones) Precisão de formas de superfícies (p.ex. planicidade, circularidade, cilindricidade) Precisão de usinagem de posições relativas entre superfícies: Precisão das dimensões entre superfícies (p.ex. a distância entre dois planos paralelos ou entre os centros de dois furos) Precisão de relações posicionais entre superfícies (p.ex. paralelismo e perpendicularismo entre dois planos ou dois eixos) Rugosidades

14
15

16 Métodos para Obter a Precisão Dimensional Exigida (a) Tentativas baixa eficiência, e não é adequado para um volume de produção elevado. a máquina-ferramenta não precisa ser preparada anteriormente. o efeito da variação dimensional da matéria-prima (forma, tamanho, dureza, etc.) pode ser reduzido nas operações de usinagem.

17 Método da tentativa e erro
18 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de ferramentas de dimensão e forma fixas Usinagem em máquinas presetadas. Uso de dispositivos guia.

19 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática

20 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de máquinas de Comando Numérico. alta eficiência na produção, fornece a possibilidade de alocação racional de mão-de-obra na tarefa difícil de preparação ( set-up ) da máquina, pré-requisito para a realização da automação de processos de usinagem.
 da máquina, pré-requisito")
21 Métodos para Obter a Precisão Dimensional Exigida (b) Método da dimensão automática Uso de máquinas de Comando Numérico. Erros de programação revelados por simulação volumétrica NC
22 Fatores que Causam Erros de Usinagem: Preparação imprecisa da máquina: posições precisas das peças em relação à máquina (disp.fix.) + posições corretas das ferramentas em relação à máquina = posições relativas entre as ferramentas e as peças Fixação imprecisa da peça. Processos de usinagem.
23 Fatores que Causam Erros de Usinagem: Imprecisão Teórica Processo Pfaulter (fresamento com fresa caracol)
24 Fatores que Causam Erros de Usinagem: Imprecisão Geométrica de Máquinas e Ferramentas fabricação imprópria e/ou desgaste. Erros causados por imprecisões entre o barramento e o eixo de rotação da peça no torneamento
25 Fatores que Causam Erros de Usinagem: imprecisão das ferramentas. Usinagem com ferramentas de tamanho fixo, como brocas, alargadores, bedames e brochas. Usinagem com ferramentas de forma em operações de torneamento, fresamento e retificação. Parâmetros de geometria ou forma de ferramenta de tornear desgaste da ferramenta será maior do que o esperado
26 Deformação do Sistema de Usinagem sob forças externas: Um sistema de usinagem máquina, dispositivo de fixação, ferramenta e peça ( MFFP, ou MFTW em inglês). Deformação no sistema de usinagem sob as forças de corte, fixação, gravitacionais e inerciais altera a posição relativa entre a ferramenta e a peça que foi presetada corretamente, e portanto causa erros de usinagem. A rigidez de um sistema MFTW = capacidade deste sistema de resistir à ação de uma força externa causando deformação quociente entre a força radial exercida sobre a peça (perpendicular à superfície da peça), e o deslocamento da aresta de corte em relação à superfície da peça, medida na mesma direção da força.
27 Variação da força de corte: Reprodução do erro
28 Variação da posição de atuação da força: Erros de forma causados pela variação da rigidez ao longo da peça
29 Exemplo de peça longa que pode resultar em erro se a dureza ao longo do comprimento da matéria-prima varia:
30 Efeitos de outras forças externas: Erros de forma causados por forças de fixação
31 Exemplos de castanhas especiais comerciais:
32 Deformação Térmica de Sistemas de Usinagem: Ferramenta: PRECISÃO E ERROS DE dilatação da ferramenta: τ ξ ξ max ( 1 e c ) onde: τ c = constante relativa à massa da ferramenta, ao calor específico, à área da seção do corpo da ferramenta, e o coeficiente de transferência de calor (em minutos) 3 < τ c < 6 minutos. = Na usinagem contínua, τ=4τ c (ξ=0.98ξ max ). τ
33 Deformação Térmica de Sistemas de Usinagem : Curvas de dilatação da ferramenta sob a presença de altas temperaturas
34 Deformação Térmica de Sistemas de Usinagem: Peça: PRECISÃO E ERROS DE L = a L t onde: L - deformação térmica da peça (mm) a - coef. exp. linear do material da peça (para o aço, a = 1, / C) t - aumento da temperatura da peça ( C) L - dimensão da peça na direção da deformação térmica (mm)
35 Deformação Térmica de Sistemas de Usinagem: Na retificação de uma superfície cilíndrica de uma luva com diâmetro externo de 112mm, a temperatura da peça aumenta de 18 C até 37 C uniformemente, então a deformação térmica pode ser calculada como se segue: d = 1, (37-18) = 0,025mm
36 Deformação Térmica de Sistemas de Usinagem: Erro de forma causado pela deformação térmica quando da retificação de uma luva de paredes finas
37 Deformação da Peça Devido a Tensões Internas: Processos a quente (p.ex. fundição, forjamento, soldagem) diferentes taxas de resfriamento em vários pontos, e a transformação na estrutura metalográfica do material. Processos a frio (p.ex. usinagem, estampagem). deformação plástica da peça a baixa temperatura, e também devido ao calor da usinagem.
38 Estado de equilíbrio Se uma camada de metal é removida (p.ex. por usinagem), estas tensões internas são redistribuídas, causando distorções na peça. Tensões internas na camada superficial > limite de ruptura trincas arranjo de operações apropriadas de tratamento térmico (especialmente antes ou depois de operações de desbaste) dividir de forma apropriada os processos de usinagem em estágios seleção de parâmetros apropriados de usinagem
39 Erros de Medição imprecisão dos instrumentos, medições executadas de forma inadequada, influência da temperatura ambiente.
40 Exemplo de Parâmetros de Precisão e Erros no Fresamento Um exemplo do processo de fresamento
41 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro adequado da fresa
42 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro inadequado da fresa (igual à largura da peça): (1) cavaco fino (não levam o calor gerado) falha prematura da ferramenta; (2) encruamento nas áreas de entrada e saída da peça.
43 Exemplo de Parâmetros de Precisão e Erros no Fresamento Diâmetro e posicionamento adequado da fresa
44 Exemplo de Parâmetros de Precisão e Erros no Fresamento Situações ilustrando problemas na fixação de peças prismáticas para efetuar operações de fresamento
45 Exemplo de Parâmetros de Precisão e Erros no Fresamento Situações ilustrando problemas na fixação de peças prismáticas para efetuar operações de fresamento
46 Exemplo de Parâmetros de Precisão e Erros no Fresamento Ângulo de posição 0 o no fresamento
47 Exemplo de Parâmetros de Precisão e Erros no Fresamento Ângulo de posição 15 o a 20 o no fresamento
48 Exemplo de Parâmetros de Precisão e Erros no Fresamento Ângulo de posição 45 o no fresamento
49 axiais Influência do ângulo de posição da fresa sobre as forças de usinagem na peça e no dispositivo de fixação
50 Efeito do ângulo de saída nas forças resultantes do processo de fresamento
51 Efeito do raio de quina na rugosidade superficial no processo de fresamento
52 O parâmetro Ra depende da distância entre as marcas do avanço no fresamento
53 Cristas produzidas com uma pastilha com raio de quina (acima) comparadas com cristas produzidas por uma pastilha com uma cunha (abaixo)
54 Marcas do avanço produzidas com uma pastilha com um raio de quina (A) comparadas àquelas produzidas pela pastilha com uma cunha
55 Causas para rugosidade superficial ruim, e possíveis soluções
56 Por que é necessário o controle da qualidade? Se os processos de fabricação fossem perfeitos, não existiria o CQ! Entretanto, todos os processos estão sujeitos a variações requerendo um controle periódico dos mesmos.
57 Métodos para Determinar a Precisão de Usinagem: Erros sistemáticos. Furos de 10mm de diâmetro alargador de 10,02mm de diâmetro Erros aleatórios. Furos de 10mm de diâmetro alargador de 10,00 mm de diâmetro variações irregulares dos tamanhos dos furos produzidos antes desta operação, as variações na dureza da peça, e muitos outros fatores. método estatístico.
58 Quando utilizar inspeção 100%? No caso de sistemas ou peças que podem produzir falhas críticas, com perda de vidas humanas; No caso de processos de fabricação não capazes ou instáveis; Para cumprir exigências legais ou normativas; Quando é a opção mais econômica (ex. inspeção automática). A inspeção não melhora a qualidade do produto, mas protege o cliente das conseqüências de receber produtos não-conformes! Fonte: Donatelli, G.D. [9]
59 Controle de Qualidade: Inspeção 100% é lenta, cara, e não elimina todas as peças defeituosas. Operadores sofrem fadiga; e os instrumentos de medição desgastamse mais frequentemente. O risco da passagem de peças defeituosas é variável e de magnitude não definida, enquanto que através do procedimento de amostragem este risco pode ser calculado. Fusíveis ou palitos de fósforo não podem sofrer inspeção de 100% A inspeção tem um custo, e não agrega valor ao produto que foi produzido de acordo com as especificações.
60 A Importância do Planejamento do CQ: Investimentos inadequados em CQ poderão levar a empresa a ter problemas significativos de qualidade Medição manual de grandes lotes Falta de capacitação Uso de equipamento inadequado Fonte: Oliveira, A.L. [11]
61 O CQ deve ser planejado para fornecer informações confiáveis, senão: Fonte: Oliveira, A.L. [10]
62 Manufatura intercambiável peças a serem montadas devem ser selecionadas aleatoriamente de um grande número de peças. Um equilíbrio deve ser estabelecido entre o custo de manufatura e a facilidade de montagem.
63 Análise Estatística de Erros de Usinagem: Modelos matemáticos descrevendo curvas de distribuição reais são construídos. De acordo com a teoria da probabilidade, a curva de distribuição é a soma de um elevado número de variáveis independentes, e sempre aproxima-se à distribuição normal. Já foi provado que durante a operação de usinagem em máquinas automáticas, com uma baixa taxa de desgaste, e também sem nenhum fator predominante afetando a precisão de usinagem, que a distribuição das dimensões da peça após a usinagem apresenta-se segundo a distribuição normal. erros sistemáticos distribuição normal.
64 Influência de erros sistemáticos constantes na curva de distribuição
65 Desgaste da ferramenta Deformação térmica
66 Porcentagem das áreas da curva de distribuição normal
67 Capacidade do Processo: Estudo da capacidade aplica-se a um processo, máquina: ou dispositivo de inspeção Capacidade de qualquer máquina ou processo for superestimada perda financeira imediata e contínua Capacidade de qualquer máquina ou processo for subestimada capital foi gasto adquirindo-se capacidade excedente e não pode ser investida em outros lugares.
68 Aplicações: PRECISÃO E ERROS DE Seleção de máquinas baseadas na sua capacidade em relação aos requisitos de produto Máquinas com faixas do processo 50 a 75% da tolerância da peça, permitindo um controle razoável das variações e uma pequena quantidade de desgaste para que procedimentos econômicos de manutenção possam ser estabelecidos.
69 Condição onde a especificação da peça é menor que a capacidade da máquina ou processo
70 Condição onde a especificação da peça é maior que a capacidade da máquina ou processo
71 Estabelecimento de programas de manutenção preventiva: Estudos de capacidade de máquina contínuos estabelecer agendas de manutenção preventiva. Capacidade da máquina devido ao desgaste novas agendas Máquina próxima de manutenção ou substituição não deve ser selecionada
72 Métodos para Determinar Capacidades O uso da amplitude de dispersão R como fator determinante (método da amplitude) O uso da média X e da amplitude R como fatores determinantes (método da média). A tolerância natural encontrada por estes dois métodos é a estimativa 6σ para a máquina ou processo no teste.
73 Gráfico de análise de médias e faixas
74 Diagrama de médias e amplitudes
75 Fatores para o cálculo dos limites de controle e capabilidade de máquina
76 Gráfico de análise de médias e amplitudes
77 Índices de Capabilidade do Processo: C p Processo considerado estável média do processo centrada no valor nominal da faixa de tolerância (isto é, na média do projeto da peça): C p LTS 6σ LTI = C p >1,33 ou 1,5 ou 1,66
78 Índices de Capabilidade do Processo: C pk Processo não necessariamente estável: C = Min pk ( C ps, C pi ) C ps = LTS 3σ x C pi = x LTI 3σ
79 Índices de Capabilidade do Processo: Valor de Cp ou Cpk 1,00 1,20 1,30 1,33 1,66 2,00 C p : ppm fora da tolerância <60 <1 <10-5 C pk : ppm acima ou abaixo da faixa de tolerâncias <30 <1 <10-5
80 Exercício: Para uma determinada peça, a especificação de uma cota de projeto é de 20 ±0.3 mm. Tem-se à disposição três máquinas, cujos dados a respeito da média das médias e média das amplitudes estão tabelados abaixo. Faça uma análise de quais destas máquinas é a mais conveniente para a obtenção daquela cota de projeto.
81 Medições obtidas em três turnos (A, B, C)
82 Medições obtidas em três turnos (A, B, C)
83
84
85
86 Matriz de capacidade de processos de furação (1)
87 Matriz de capacidade de processos de furação (2)
88 Matriz de capacidade de processos de usinagem de furos
89 Matriz de capacidade de processos de usinagem de superfícies externas
90 Qualidade Superficial Acabamento superficial e ao estado físico-mecânico da camada superficial. Funcionamento apropriado e a vida em serviço das peças. Acabamento Superficial geometria e material da ferramenta; condições de usinagem; deformação plástica do material na superfície; vibração do sistema MFTW durante a usinagem. material da peça.
91 Estado Físico-Mecânico da Camada Superficial Usinagem material mais próximo da superfície deforma-se plasticamente. superfície da peça tem um comportamento diferente do material interno. Investigação experimental. Encruamento; Mudanças metalográficas; Tensões residuais. Expansão e Contração Térmica tensão residual de tração na superfície da peça Deformação plástica da superfície devido à extrusão e atrito da ferramenta tensão residual, normalmente compressiva; Variação metalográfica alteração volumétrica (ou expansão ou contração) tensão residual (compressiva ou trativa).
92 Retificação de um furo Detalhe de um rebolo
93 Influência da Qualidade Superficial no Desempenho de Peças Usinadas Falha durante o serviço desgaste, fadiga, corrosão superfície da peça na maioria dos casos. Influência sobre o Ajuste das Peças Ajuste deslizante micro-irregularidades folga, desgaste rápido. Ajuste prensado cristas das irregularidades são extrudadas interferência, resistência do ajuste.
94 Os contatos e desgaste de peças num ajuste
95 Influência na Resistência ao Desgaste das Superfícies Área real de contato (superfícies torneadas ou fresadas) = 15 a 20% da área total Área real de contato (superfícies finamente retificadas) = 30-50% da área total
96
97 Evolução do desgaste ao longo do tempo
98 Relação entre a rugosidade e o desgaste: A condições leves; B condições pesadas
99 Influência na Resistência à Corrosão Esquema simplificado do processo de corrosão Influência na Resistência à Fadiga
100 Métodos para Melhorar a Precisão de Usinagem Redução ou eliminação dos erros de usinagem Identificação das causas dos erros para aquela operação. Melhorar a precisão geométrica das peças no sistema MFTW. Minimizar a deformação de cada componente do sistema MFTW, especialmente quando usinando peças de pouca rigidez. Selecionar de maneira apropriada as condições de usinagem Melhorar a precisão de preparação da máquina Minimizar os erros de posicionamento da peça através da seleção apropriada das referências de posição, e o projeto racional dos dispositivos de fixação. Gerar a sequência de operações de forma a reduzir ou eliminar alguns erros de usinagem.
101 Torno com lunetas
PRECISÃO E ERROS DE USINAGEM
 Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
Qualidade de um produto Parâmetros geométricos (dimensão, forma, acabamento superficial, etc.), Parâmetros físicos (condutividade elétrica, térmica e magnética, etc.), Parâmetros químicos (resistência
PROJETO DE OPERAÇÕES DE USINAGEM
 Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Tarefas Envolvidas no Projeto de Operações de Usinagem: Planejamento do roteamento operações para fabricar uma peça ordem lógica Instruções suficientemente detalhadas para execução da usinagem? Projeto
Mandrilamento. determinado pela operação a ser realizada. A figura a seguir mostra um exemplo de barra de mandrilar, também chamada de mandril.
 A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
A UU L AL A Mandrilamento Nesta aula, você vai tomar contato com o processo de mandrilamento. Conhecerá os tipos de mandrilamento, as ferramentas de mandrilar e as características e funções das mandriladoras.
Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem
 Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
Universidade Presbiteriana Mackenzie Comparação entre Tratamentos Térmicos e Método Vibracional em Alívio de Tensões após Soldagem Danila Pedrogan Mendonça Orientador: Profº Giovanni S. Crisi Objetivo
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. www.grima.ufsc.br/jcarlos/ jcarlos@emc.ufsc.br Universidade Federal de Santa Catarina Departamento de
As peças a serem usinadas podem ter as
 A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
A U A UL LA Fresagem As peças a serem usinadas podem ter as mais variadas formas. Este poderia ser um fator de complicação do processo de usinagem. Porém, graças à máquina fresadora e às suas ferramentas
27 Tolerância geométrica
 A U A UL LA Tolerância geométrica de posição Um problema Como se determina a tolerância de posição de peças conjugadas para que a montagem possa ser feita sem a necessidade de ajustes? Essa questão é abordada
A U A UL LA Tolerância geométrica de posição Um problema Como se determina a tolerância de posição de peças conjugadas para que a montagem possa ser feita sem a necessidade de ajustes? Essa questão é abordada
Retificação: conceitos e equipamentos
 Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Retificação: conceitos e equipamentos A UU L AL A Até a aula anterior, você estudou várias operações de usinagem executadas em fresadora, furadeira, torno, entre outras. A partir desta aula, vamos estudar
Processo de Forjamento
 Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Processo de Forjamento Histórico A conformação foi o primeiro método para a obtenção de formas úteis. Fabricação artesanal de espadas por martelamento (forjamento). Histórico Observava-se que as lâminas
Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia
 Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia 1. Apresentar os esquemas de medição das dimensões a, b e c indicadas na figura 1 (desenhar as testeiras, orelhas e pé do paquímetro
Exemplos das perguntas para Teste e defesas de Oficinas Gerais Serralharia 1. Apresentar os esquemas de medição das dimensões a, b e c indicadas na figura 1 (desenhar as testeiras, orelhas e pé do paquímetro
Elementos de Máquinas
 Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Professor: Leonardo Leódido Sumário Buchas Guias Mancais de Deslizamento e Rolamento Buchas Redução de Atrito Anel metálico entre eixos e rodas Eixo desliza dentro da bucha, deve-se utilizar lubrificação.
Processos de Fabricação - Furação
 1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
1 Introdução Formas de obtenção de furos Definição de furação (usinagem): A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC
 CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
CONTROLE NUMÉRICO E AUTOMATIZAÇÃO INDUSTRIAL INTRODUÇÃO: NOÇÕES BÁSICAS DE CNC Operador de máquinas convencionais Materiais recebidos pelo operador da Máquina Convencional Exemplo de Máquina Convencional
Furação e Alargamento
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Furação e Alargamento DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Mancais. TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas. Professor: André Kühl andre.kuhl@ifsc.edu.br
 Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Mancais TECNÓLOGO EM MECATRÔNICA Elementos de Máquinas Professor: André Kühl andre.kuhl@ifsc.edu.br Introdução à Mancais O mancal pode ser definido como suporte ou guia em que se apóia o eixo; No ponto
Acesse: http://fuvestibular.com.br/
 Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Esse torno só dá furo! Na aula sobre furação, você aprendeu que os materiais são furados com o uso de furadeiras e brocas. Isso é produtivo e se aplica a peças planas. Quando é preciso furar peças cilíndricas,
Os paquímetros distinguem-se pela faixa de indicação, pelo nônio, pelas dimensões e forma dos bicos.
 Capítulo 3 PAQUÍMETRO 3.1 ASPECTOS GERAIS 3.1.1 Definição O Paquímetro (figura 3.1) é o resultado da associação de: uma escala, como padrão de comprimento; dois bicos de medição, como meios de transporte
Capítulo 3 PAQUÍMETRO 3.1 ASPECTOS GERAIS 3.1.1 Definição O Paquímetro (figura 3.1) é o resultado da associação de: uma escala, como padrão de comprimento; dois bicos de medição, como meios de transporte
Essas duas questões serão estudadas nesta aula. Além delas, você vai ver quais erros podem ser cometidos na rebitagem e como poderá corrigi-los.
 A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
A UU L AL A Rebites III Para rebitar peças, não basta você conhecer rebites e os processos de rebitagem. Se, por exemplo, você vai rebitar chapas é preciso saber que tipo de rebitagem vai ser usado - de
UFPR TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES. Especificações Geométricas de Produto. Geometrical Product Specifications (GPS)
") UFPR METROLOGIA MECÂNICA DIMENSIONAL Especificações Geométricas de Produto Geometrical Product Specifications (GPS) TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES Tolerâncias geométricas As peças ao
UFPR METROLOGIA MECÂNICA DIMENSIONAL Especificações Geométricas de Produto Geometrical Product Specifications (GPS) TOLERÂNCIAS GEOMÉTRICAS PROF. ALESSANDRO MARQUES Tolerâncias geométricas As peças ao
João Manuel R. S. Tavares / JOF
 Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
Introdução ao Controlo Numérico Computorizado II Referencial, Trajectórias João Manuel R. S. Tavares / JOF Introdução As ferramentas de uma máquina CNC podem realizar certos movimentos conforme o tipo
FACEAMENTO DA SUPERFÍCIE DE ASSENTAMENTO DO CONJUNTO DE FORÇA DO MOTOR DIESEL DE LOCOMOTIVAS GE
 FACEAMENTO DA SUPERFÍCIE DE ASSENTAMENTO DO CONJUNTO DE FORÇA DO MOTOR DIESEL DE LOCOMOTIVAS GE 1/7 RESUMO Realização de faceamento de blocos de motores diesel 7FDL, de locomotivas GE, usinando a superfície
FACEAMENTO DA SUPERFÍCIE DE ASSENTAMENTO DO CONJUNTO DE FORÇA DO MOTOR DIESEL DE LOCOMOTIVAS GE 1/7 RESUMO Realização de faceamento de blocos de motores diesel 7FDL, de locomotivas GE, usinando a superfície
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
PROCESSOS A CNC. Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico
 PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
PROCESSOS A CNC Objetivo da disciplina Cronograma O projeto Critérios de avaliação Contrato didático A máquina O Comando eletrônico 1 CFP SENAI VW OBJETIVO da disciplina PROCESSOS A CNC Exercício básico
ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços
 ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços Tipos Ensaios Destrutivos provocam a inutilização do material ensaiado Ensaios Não Destrutivos Ensaio
ENSAIOS MECÂNICOS Permitem perceber como os materiais se comportam quando lhes são aplicados esforços Tipos Ensaios Destrutivos provocam a inutilização do material ensaiado Ensaios Não Destrutivos Ensaio
Fundição em Moldes Metálicos Permanentes por Gravidade.
 Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Aula 10: Processos de Fundição em Moldes Metálicos por Gravidade (Coquilhas) 01: Introdução - Características do processo - Etapas envolvidas. - Fatores econômicos e tecnológicos - Ligas emprwegadas 02:
Conceitos Iniciais. Forjamento a quente Forjamento a frio
 Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
Forjamento Conceitos Iniciais Forjamento é o processo de conformação através do qual se obtém a forma desejada da peça por martelamento ou aplicação gradativa de uma pressão. Forjamento a quente Forjamento
1. Objetivo 1. 2. Referências 1. 3. Condições gerais 1. 4. Condições específicas 1. 5. Inspeção 2. Tabela 1 - Características elétricas e mecânicas 4
 SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 4. Condições específicas 1 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-CONEM-0003 5. Inspeção 2 Tabela 1 - Características elétricas e mecânicas
SUMÁRIO Pág. 1. Objetivo 1 2. Referências 1 3. Condições gerais 1 4. Condições específicas 1 DISTRIBUIÇÃO AUTOMÁTICA DE CÓPIAS 02.118-CONEM-0003 5. Inspeção 2 Tabela 1 - Características elétricas e mecânicas
1. PROCESSOS DE CONFORMAÇÃO MECÂNICA
 1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
1 1. PROCESSOS DE CONFORMAÇÃO MECÂNICA Os processos de conformação mecânica são processos de fabricação que empregam a deformação plástica de um corpo metálico, mantendo sua massa e integridade. Alguns
Introdução. Torneamento. Processo que se baseia na revolução da peça em torno de seu próprio eixo.
 Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Prof. Milton Fatec Itaquera Prof. Miguel Reale / 2014 Introdução Torneamento Processo que se baseia na revolução da peça em torno de seu próprio eixo. Tornos Tornos são máquinas-ferramenta que permitem
Tolerância geométrica de forma
 Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
Tolerância geométrica de forma A UU L AL A Apesar do alto nível de desenvolvimento tecnológico, ainda é impossível obter superfícies perfeitamente exatas. Por isso, sempre se mantém um limite de tolerância
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP
 PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. /jcarlos j.c.ferreira@ufsc.br Universidade Federal de Santa Catarina Departamento de Engenharia Mecânica
PLANEJAMENTO DO PROCESSO ASSISTIDO POR COMPUTADOR - CAPP Prof. João Carlos Espíndola Ferreira, Ph.D. /jcarlos j.c.ferreira@ufsc.br Universidade Federal de Santa Catarina Departamento de Engenharia Mecânica
Relógio comparador. Como vocês podem perceber, o programa de. Um problema. O relógio comparador
 A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
A U A UL LA Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle
Cotagens especiais. Você já aprendeu a interpretar cotas básicas
 A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
A UU L AL A Cotagens especiais Você já aprendeu a interpretar cotas básicas e cotas de alguns tipos de elementos em desenhos técnicos de modelos variados. Mas, há alguns casos especiais de cotagem que
Dimensão da peça = Dimensão do padrão ± diferença
 Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
Relógio comparador Um problema Como vocês podem perceber, o programa de qualidade da empresa envolve todo o pessoal. Na busca constante de melhoria, são necessários instrumentos de controle mais sofisticados
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM. Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville
 INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
INSTITUTO FEDERAL DE SANTA CATARINA CAD/CAM Profº Emerson Oliveira Matéria: CAD/CAM emerson.oliveira@ifsc.edu.br Câmpus Joinville Etapas CAD/CAM Quando o sistema tem comunicação direta. CAD/CAM Quando
Decidir como medir cada característica. Definir as características de qualidade. Estabelecer padrões de qualidade
 Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
Escola de Engenharia de Lorena - EEL Controle Estatístico de Processos CEP Prof. MSc. Fabrício Maciel Gomes Objetivo de um Processo Produzir um produto que satisfaça totalmente ao cliente. Conceito de
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA
 PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
PROCESSOS DE FABRICAÇÃO PROCESSOS DE CONFORMAÇÃO MECÂNICA 1 Forjamento Ferreiro - Uma das profissões mais antigas do mundo. Hoje em dia, o martelo e a bigorna foram substituídos por máquinas e matrizes
Corte e dobra. Nesta aula, você vai ter uma visão geral. Nossa aula. Princípios do corte e da dobra
 A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
A U A UL LA Corte e dobra Introdução Nesta aula, você vai ter uma visão geral de como são os processos de fabricação por conformação, por meio de estampos de corte e dobra. Inicialmente, veremos os princípios
Concurso Público Federal Edital 06/2015
 PROVA Concurso Público Federal Edital 06/2015 Área: Mecânica/Usinagem QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
PROVA Concurso Público Federal Edital 06/2015 Área: Mecânica/Usinagem QUESTÕES OBJETIVAS Conhecimentos Específicos 01 a 30 Nome do candidato: Nº de Inscrição: INSTRUÇÕES 1º) Verifique se este caderno corresponde
Alta confiabilidade em cortes e canais mais profundos
 Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
Alta confiabilidade em cortes e canais mais profundos As necessidades do usuário final......para operações de cortes e canais mais profundos foram reconhecidas nos primeiros estágios de desenvolvimento
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER
 MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
MANUAL PASSO A PASSO DE APLICAÇÃO: GS-SUPER 1. INTRODUÇÃO Este Manual de Aplicação do GS-Super demonstra passo a passo o procedimento correto para aplicação do material bem como os cuidados necessários
Aspectos de Segurança - Discos de Corte e Desbaste
 Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Aspectos de Segurança - Discos de Corte e Desbaste Os discos de corte e desbaste são produzidos e controlados com rigor, sendo submetidos a testes internos que objetivam a reprodução da qualidade lote
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
TOLERÂNCIAS E AJUSTES (SISTEMA ISO) NBR 6158
 NBR 6158") TOLERÂNCIAS E AJUSTES (SISTEMA ISO) NBR 6158 GENERALIDADES O sistema ISO de tolerâncias e ajustes é relativo às tolerâncias para dimensões de peças uniformes e os ajustes correspondem a sua montagem. Para
TOLERÂNCIAS E AJUSTES (SISTEMA ISO) NBR 6158 GENERALIDADES O sistema ISO de tolerâncias e ajustes é relativo às tolerâncias para dimensões de peças uniformes e os ajustes correspondem a sua montagem. Para
Buchas. Não se sabe quem inventou a roda. Supõe-se. Bucha
 A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
A U A UL LA Buchas Introdução Não se sabe quem inventou a roda. Supõe-se que a primeira roda tenha sido um tronco cortado em sentido transversal. Com a invenção da roda, surgiu, logo depois, o eixo. O
Furação NOMENCLATURA A B C D E F G H I J K L M N O P Q
 NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
NOMENCLATURA A B C D E F G H I J K L M N O P Q Comprimento Total Haste Corpo Extremidade cônica neste comprimento Largura do Campo Largura das Costas Ângulo da Ponta Aresta Principal de Corte Diâmetro
Dobramento. e curvamento
 Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Dobramento e curvamento A UU L AL A Nesta aula você vai conhecer um pouco do processo pelo qual são produzidos objetos dobrados de aspecto cilíndrico, cônico ou em forma prismática a partir de chapas de
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Aula 12: Rolamentos Mancais Rolamentos
 Aula 12: Rolamentos Mancais Rolamentos Mancal é um suporte de apoio de eixos e rolamentos que são elementos girantes de máquinas. Os mancais classificam-se em duas categorias: mancais de deslizamento mancais
Aula 12: Rolamentos Mancais Rolamentos Mancal é um suporte de apoio de eixos e rolamentos que são elementos girantes de máquinas. Os mancais classificam-se em duas categorias: mancais de deslizamento mancais
UERJ CRR FAT Disciplina ENSAIOS DE MATERIAIS A. Marinho Jr
 Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
Tópico 05 ENSAIOS MECÂNICOS - DUREZA Parte A - Dureza Brinell Introdução A dureza de um material é uma propriedade difícil de definir, que tem diversos significados dependendo da experiência da pessoa
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
BALINIT resultados magníficos em puncionamento e conformação
 BALINIT resultados magníficos em puncionamento e conformação A fórmula de sucesso para garantir a eficácia em puncionamento e conformação Os revestimentos extra-duros BALINIT possuem apenas algumas milésimas
BALINIT resultados magníficos em puncionamento e conformação A fórmula de sucesso para garantir a eficácia em puncionamento e conformação Os revestimentos extra-duros BALINIT possuem apenas algumas milésimas
4. Programa Experimental
 4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
4. Programa Experimental Para a determinação das propriedades de deformabilidade e resistência dos arenitos em estudo a serem utilizados no modelo numérico, foram executados ensaios de compressão simples
Propriedades dos Materiais CAP 3
 Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
Universidade Federal do Ceará Resistência dos Materiais I Propriedades dos Materiais CAP 3 Profa. Tereza Denyse de Araújo Março/2010 Roteiro de aula Ensaio de Cisalhamento Ensaio de Torção Falhas de Materiais
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
Essa ferramenta pode ser fixada em máquinas como torno, fresadora, furadeira, mandriladora.
 Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Brocas A broca é uma ferramenta de corte geralmente de forma cilíndrica, fabricada com aço rápido, aço carbono, ou com aço carbono com ponta de metal duro soldada ou fixada mecanicamente, destinada à execução
Cálculo Diferencial e Integral 80hrs Funções de uma variável e seus gráficos; Limites e continuidade; Derivada; Diferencial; Integral.
 Ementas: Cálculo Diferencial e Integral 80hrs Funções de uma variável e seus gráficos; Limites e continuidade; Derivada; Diferencial; Integral. Desenho Mecânico 80hrs Normalização; Projeções; Perspectivas;
Ementas: Cálculo Diferencial e Integral 80hrs Funções de uma variável e seus gráficos; Limites e continuidade; Derivada; Diferencial; Integral. Desenho Mecânico 80hrs Normalização; Projeções; Perspectivas;
Aperfeiçoamentos no Cabeçote
 Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Aperfeiçoamentos no Cabeçote (transcrito da Enciclopédia Mão na Roda - Guia Prático do Automóvel ED. Globo, 1982 - pg. 537 a 540) Os trabalhos realizados no cabeçote pelas oficinas especializadas atendem
Retificação cilíndrica
 A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
A U A UL LA Retificação cilíndrica A retificadora cilíndrica universal é uma máquina utilizada na retificação de todas as superfícies cilíndricas, externas ou internas de peças. Em alguns casos, essa máquina
SUMÁRIO 1 OBJETIVO E CAMPO DE APLICAÇÃO 2 REFERÊNCIAS 3 DEFINIÇÕES 4 METODOLOGIA
 RM 53 ORIENTAÇÕES SOBRE DECLARAÇÃO DA INCERTEZA DE MEDIÇÃO EM METROLOGIA DIMENSIONAL PROCEDIMENTO DO SISTEMA DE GESTÃO DA QUALIDADE REVISÃO: 04 ABR/2015 SUMÁRIO 1 OBJETIVO E CAMPO DE APLICAÇÃO 2 REFERÊNCIAS
RM 53 ORIENTAÇÕES SOBRE DECLARAÇÃO DA INCERTEZA DE MEDIÇÃO EM METROLOGIA DIMENSIONAL PROCEDIMENTO DO SISTEMA DE GESTÃO DA QUALIDADE REVISÃO: 04 ABR/2015 SUMÁRIO 1 OBJETIVO E CAMPO DE APLICAÇÃO 2 REFERÊNCIAS
Conteúdo. Ferramentas Especiais Definição... 4. Classificação CT (Custom Tooling)... 5
... 5") A Seco Tools tem a reputação de ser um dos líderes mundiais na fabricação e fornecimento de ferramentas de corte de metal duro e equipamentos correlatos. No entanto, a Seco apresenta uma força maior como
A Seco Tools tem a reputação de ser um dos líderes mundiais na fabricação e fornecimento de ferramentas de corte de metal duro e equipamentos correlatos. No entanto, a Seco apresenta uma força maior como
Telecurso 2000 Processos de fabricação Peça; Retalho; Tira.
 Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
Conjunto de processos: Corte, Dobramento/curvamento (calandragem), Embutimento (estamp. profunda), Cunhagem, Perfilamento, Repuxamento. Processo a frio, Produto acabado, Matéria prima laminada, Forma volumétrica,
MANEIRAS DE SE OBTER UMA DETERMINADA FORMA
 AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
AS VÁRIAS V MANEIRAS DE SE OBTER UMA DETERMINADA FORMA Forjado Sinterizado Usinado Fundido A diferença estará apenas nos custos e tempos de fabricação? 1 EVOLUÇÃO DAS PROPRIEDADES COM O TRATAMENTO TERMOMECÂNICO
P L A N E J A M E N T O D E P R O C E S S O
 P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
P L A N E J A M E N T O D E P R O C E S S O 3 Planejamento de Procesos de Fabricação O Planejamento do processo é a ligação entre a engenharia do produto e a manufatura. Diz respeito à seleção dos processos
Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento
 Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
Prof. Msc. Marcos Dorigão Manfrinato prof.dorigao@gmail.com Introdução Vantagens e Desvantagens A Quente A Frio Carga Mecânica Matriz Aberta Matriz Fechada Defeitos de Forjamento 1 Introdução: O forjamento
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
Os procedimentos para determinar a resistência do condutor são:
 1 Data realização da Laboratório: / / Data da entrega do Relatório: / / Objetivos RELATÓRIO: N o 5 ENSAIO DE FIOS CONDUTORES Verificar o estado da isolação do condutor. 1. Introdução: Esta aula tem como
1 Data realização da Laboratório: / / Data da entrega do Relatório: / / Objetivos RELATÓRIO: N o 5 ENSAIO DE FIOS CONDUTORES Verificar o estado da isolação do condutor. 1. Introdução: Esta aula tem como
www.meccomeletronica.com página 1
 Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
Nem só o padeiro faz roscas Furação A furação é um processo de usinagem que tem por objetivo a geração de furos, na maioria das vezes cilíndricos, em uma peça, através do movimento relativo de rotação
ANÁLISE DOS SISTEMAS DE MEDIÇÃO MSA SISTEMA DE MEDIÇÃO NÃO REPLICÁVEL
 ANÁLISE DOS SISTEMAS DE MEDIÇÃO MSA SISTEMA DE MEDIÇÃO NÃO REPLICÁVEL Vinicius Fechio Técnico de Metrologia Brasmetal Waelzholz S. A. Ind. e Com. Julho/ 2009 E-mail: vfechio@brasmetal.com.br / Site: www.brasmetal.com.br
ANÁLISE DOS SISTEMAS DE MEDIÇÃO MSA SISTEMA DE MEDIÇÃO NÃO REPLICÁVEL Vinicius Fechio Técnico de Metrologia Brasmetal Waelzholz S. A. Ind. e Com. Julho/ 2009 E-mail: vfechio@brasmetal.com.br / Site: www.brasmetal.com.br
RELÓGIOS COMPARADORES
 RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
RELÓGIOS COMPARADORES Os Relógios comparadores, também chamados de Comparador de quadrante ou Amplificador, são instrumentos largamente utilizados com a finalidade de se fazer medidas lineares por meio
Relógios Comparadores. Prof. Dr. Eng. Gustavo Daniel Donatelli Anderson César Silva
 Relógios Comparadores Prof. Dr. Eng. Gustavo Daniel Donatelli Anderson César Silva 1 Conteúdos 2 Medição diferencial O relógio comparador mecânico Aspectos metrológicos Calibração de relógios comparadores
Relógios Comparadores Prof. Dr. Eng. Gustavo Daniel Donatelli Anderson César Silva 1 Conteúdos 2 Medição diferencial O relógio comparador mecânico Aspectos metrológicos Calibração de relógios comparadores
CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA
 1 Cada candidato receberá: CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA - 01 (um) Caderno de Prova de 10 (dez) páginas, contendo 25 (vinte e cinco) questões de múltipla
1 Cada candidato receberá: CADERNO DE PROVA 15 DE SETEMBRO DE 2012 INSTRUÇÕES PARA A REALIZAÇÃO DA PROVA - 01 (um) Caderno de Prova de 10 (dez) páginas, contendo 25 (vinte e cinco) questões de múltipla
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA
 MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
MONTAGEM INDUSTRIAL UNIDADE VII MONTAGEM ESTRUTURA METÁLICA Montagem Estrutura Metálica Em uma obra de estruturas metálicas, a montagem é considerada uma das fases mais importantes por representar uma
Use a ferramenta Project Geometry geometria dos rasgos interiores. O sketch criado deve conter todos os contornos do modelo 3D.
 Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
Pretende-se aqui exempl ificar a maquinagem de contornos 2D em PowerMILL A modelação 3D do componente é executada em Autodesk Inventor e depois exportada em formato DXF para o PowerMILL Vamos usar esta
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA. VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares)
") TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
TECNOLOGIA DA DEFORMAÇÃO PLÁSTICA VOL II APLICAÇÕES INDUSTRIAIS (Enunciados de Exercícios Complementares) Nota Introdutória Este documento é um anexo ao livro Tecnologia Mecânica Tecnologia da Deformação
Rugosidade. O supervisor de uma empresa verificou que. Um problema. Rugosidade das superfícies
 A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
A UU L AL A Rugosidade O supervisor de uma empresa verificou que os trabalhos de usinagem não estavam em condições de atender aos requisitos do projeto. Por isso, contratou um técnico para explicar ao
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais
 MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
MATERIAIS PARA ENGENHARIA DE PETRÓLEO - EPET069 - Conformação dos Metais CONFORMAÇÃO DOS METAIS Fundamentos da Conformação Plástica Diagrama Tensão x Deformação CONFORMAÇÃO DOS METAIS Fundamentos da Conformação
DA INTERPOLAÇÃO SPLINE COMO TRAJETÓRIA DA FERRAMENTA NA MANUFATURA SUPERFÍCIES COMPLEXAS ATRAVÉS DE FERRAMENTAS DOE (DESING OF EXPERIMENTS)
") 18º Congresso de Iniciação Científica AVALIAÇÃO DA INTERPOLAÇÃO SPLINE COMO TRAJETÓRIA DA FERRAMENTA NA MANUFATURA SUPERFÍCIES COMPLEXAS ATRAVÉS DE FERRAMENTAS DOE (DESING OF EXPERIMENTS) Autor(es) MARCO
18º Congresso de Iniciação Científica AVALIAÇÃO DA INTERPOLAÇÃO SPLINE COMO TRAJETÓRIA DA FERRAMENTA NA MANUFATURA SUPERFÍCIES COMPLEXAS ATRAVÉS DE FERRAMENTAS DOE (DESING OF EXPERIMENTS) Autor(es) MARCO
Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases
 Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases Pedro Feres Filho São Paulo, Brasil e-mail: pedro@pasa.com.br 1- Resumo Este trabalho teve como objetivo apresentar
Ensaio de Emissão Acústica Aplicado em Cilindros sem Costura para Armazenamento de Gases Pedro Feres Filho São Paulo, Brasil e-mail: pedro@pasa.com.br 1- Resumo Este trabalho teve como objetivo apresentar
EM908 SEGUNDA AULA PROJETO DE MATRIZES PARA EXTRUSÃO A FRIO DE UM EIXO
 Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
Nesta aula iniciaremosoplanejamento do processo para a extrusão a frio deum eixo escalonado. O número de estágios a ser utilizado e as dimensões das matrizes serão definidos utilizando-se os critérios
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
OBJETIVOS: CARGA HORÁRIA MÍNIMA CRONOGRAMA:
 ESTUDO DIRIGIDO COMPONENTE CURRICULAR: Controle de Processos e Instrumentação PROFESSOR: Dorival Rosa Brito ESTUDO DIRIGIDO: Métodos de Determinação de Parâmetros de Processos APRESENTAÇÃO: O rápido desenvolvimento
ESTUDO DIRIGIDO COMPONENTE CURRICULAR: Controle de Processos e Instrumentação PROFESSOR: Dorival Rosa Brito ESTUDO DIRIGIDO: Métodos de Determinação de Parâmetros de Processos APRESENTAÇÃO: O rápido desenvolvimento
Retificação. UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville
 UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
UDESC Universidade do Estado de Santa Catarina FEJ Faculdade de Engenharia de Joinville Retificação DEPS Departamento de Engenharia de Produção e Sistemas Visão sistêmica de um processo de usinagem Aplicação
Sua indústria. Seu show. Seu Futuro
 Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Sua indústria. Seu show. Seu Futuro Usinagem 5-Eixos para Moldes Sandro, Vero Software Vero Software está no topo do relatório de fornecedores de CAM da CIMData 2014 Com maior Market Share, crescimento
Introdução Visão Geral Processos de gerenciamento de qualidade. Entradas Ferramentas e Técnicas Saídas
 Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
Introdução Visão Geral Processos de gerenciamento de qualidade Entradas Ferramentas e Técnicas Saídas O que é qualidade? Qualidade é a adequação ao uso. É a conformidade às exigências. (ISO International
Manual de Instruções. Poços de Proteção. Exemplos
 Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
Manual de Instruções oços de roteção Exemplos Manual de Instruções de oços de roteção ágina 3-11 2 Índice Índice 1. Instruções de segurança 4 2. Descrição 4 3. Condições de instalação e instalação 5 4.
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS. Prof. Carlos Falcão Jr.
 INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
INTRODUÇÃO AOS PROCESSOS METALÚRGICOS Prof. Carlos Falcão Jr. Conformação de Materiais Metálicos Estampagem É um processo de conformação mecânica, que compreende um conjunto de operações por intermédio
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Mancais e Rolamentos BRM
 7 - Seleção de Rolamentos O tamanho do rolamento a ser utilizado em uma determinada aplicação é selecionado a princípio com base em sua capacidade de carga em relação às cargas a serem aplicadas e as necessidades
7 - Seleção de Rolamentos O tamanho do rolamento a ser utilizado em uma determinada aplicação é selecionado a princípio com base em sua capacidade de carga em relação às cargas a serem aplicadas e as necessidades
CONTROLE DIMENSIONAL - CALDEIRARIA CALIBRAÇÃO DE TRENA E ESCALA COM ESCALA PADRÃO E TRENA PADRÃO
 Página: 1 de 5 1. OBJETIVO Este procedimento tem como objetivo descrever o processo de calibração de trenas de fita de aço e escalas metálicas, utilizando como padrões trenas padrão ou escalas padrão.
Página: 1 de 5 1. OBJETIVO Este procedimento tem como objetivo descrever o processo de calibração de trenas de fita de aço e escalas metálicas, utilizando como padrões trenas padrão ou escalas padrão.
Instruções de montagem
 Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Instruções de montagem Indicações importantes relativas às instruções de montagem VOSS O desempenho e a segurança mais elevados possíveis no funcionamento dos produtos VOSS só serão obtidos se forem cumpridas
Diagrama de Precedências
 Planeamento Industrial Aula 06 Implantações por produto:.equilibragem de linhas de montagem Implantações por processo:. minimização dos custos de transporte. método craft. análise de factores Diagrama
Planeamento Industrial Aula 06 Implantações por produto:.equilibragem de linhas de montagem Implantações por processo:. minimização dos custos de transporte. método craft. análise de factores Diagrama
MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção.
 MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção. Os mancais em geral têm como finalidade servir de apóio às
MANCAIS DE ROLAMENTOS. 1. Introdução 2- Classificação. 3. Designação de rolamentos. 4. Defeitos comuns dos rolamentos. 5. Critérios de seleção. Os mancais em geral têm como finalidade servir de apóio às
CALIBRAÇÃO 2 O QUE É CALIBRAÇÃO DE UM INSTRUMENTO DE MEDIÇÃO?
 DEPARTAMENTO ACADÊMICO DE MECÂNICA APOSTILA DE METROLOGIA Cid Vicentini Silveira 2005 1 OBJETIVOS DESTE CAPÍTULO Determinar o que é calibração, por quê, o quê, quando, onde e como calibrar; Interpretar
DEPARTAMENTO ACADÊMICO DE MECÂNICA APOSTILA DE METROLOGIA Cid Vicentini Silveira 2005 1 OBJETIVOS DESTE CAPÍTULO Determinar o que é calibração, por quê, o quê, quando, onde e como calibrar; Interpretar
Barramento Elétrico Blindado KSL70
 Barramento Elétrico Blindado KSL70 PG: 2 / 19 ÍNDICE PÁG. 1.0 DADOS TÉCNICOS 03 2.0 - MÓDULO 04 3.0 SUSPENSÃO DESLIZANTE 05 4.0 TRAVESSA DE SUSTENTAÇÃO 06 5.0 EMENDA DOS CONDUTORES E DOS MÓDULOS 07 6.0
Barramento Elétrico Blindado KSL70 PG: 2 / 19 ÍNDICE PÁG. 1.0 DADOS TÉCNICOS 03 2.0 - MÓDULO 04 3.0 SUSPENSÃO DESLIZANTE 05 4.0 TRAVESSA DE SUSTENTAÇÃO 06 5.0 EMENDA DOS CONDUTORES E DOS MÓDULOS 07 6.0
DESCRITIVO TÉCNICO. Data de Aprovação:18/12/2003 Data de Revisão: Dezembro 2005
 OCUPAÇÃO 0 5 DESCRITIVO TÉCNICO MECÂNICO - CAD DESENHO Data de Aprovação:18/12/2003 Data de Revisão: Dezembro 2005 A Comissão de Diretores do SENAI Coordenadora das Olimpíadas do Conhecimento determina,
OCUPAÇÃO 0 5 DESCRITIVO TÉCNICO MECÂNICO - CAD DESENHO Data de Aprovação:18/12/2003 Data de Revisão: Dezembro 2005 A Comissão de Diretores do SENAI Coordenadora das Olimpíadas do Conhecimento determina,
Construção do FMEA para um torno mecânico e uma furadeira coluna existentes na oficina de tornearia do CEFET PB UnED Cajazeiras
 Centro Federal de Educação Tecnológica da Paraíba Unidade de Ensino Descentralizada de Cajazeiras Curso Superior de Tecnologia em Automação Industrial Disciplina: Manutenção Industrial José Rômulo Vieira
Centro Federal de Educação Tecnológica da Paraíba Unidade de Ensino Descentralizada de Cajazeiras Curso Superior de Tecnologia em Automação Industrial Disciplina: Manutenção Industrial José Rômulo Vieira
59 Brunimento, lapidação, polimento
 A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos
A U A UL LA Brunimento, lapidação, polimento Apesar de todos os cuidados, as peças usinadas e mesmo as de acabamento em máquina, como é o caso da retificação, apresentam sulcos ou riscos mais ou menos