GTAW Soldagem TIG 17/04/2013 2
|
|
|
- Suzana Rico Minho
- 8 Há anos
- Visualizações:
Transcrição
1 /04/2013 1

2 GTAW Soldagem TIG 17/04/2013 2

3 17/04/2013 3

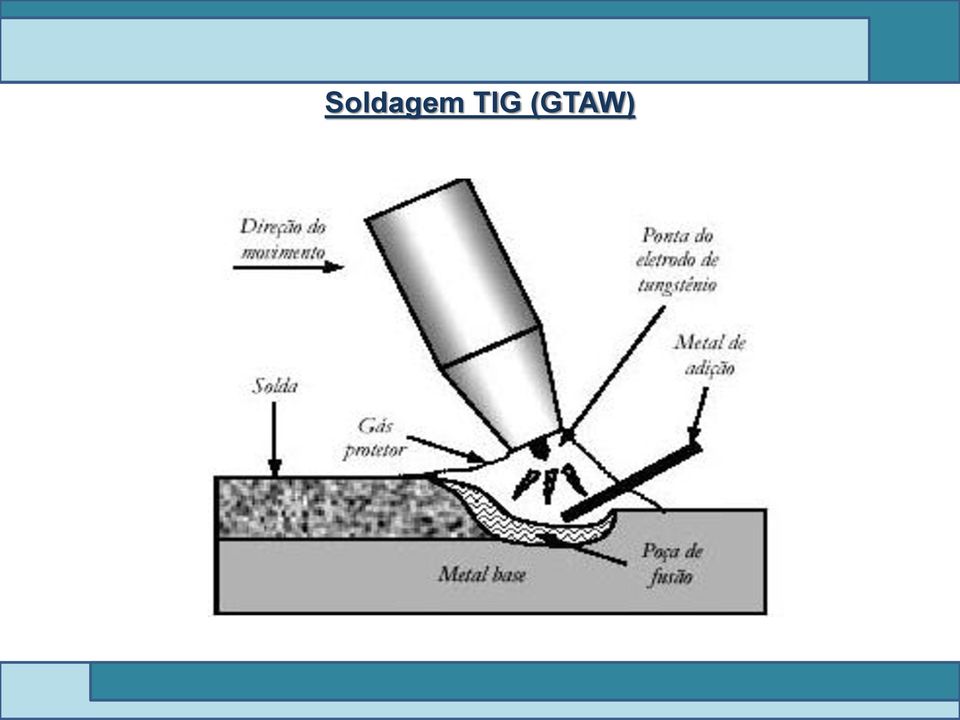
4 A Soldagem TIG (GTAW) O processo de soldagem Gas Tungsten Arc Welding - GTAW, ou soldagem TIG - Tungsten Inert Gas, como é mais conhecido atualmente, é um processo de soldagem a arco elétrico que utiliza-se de um arco entre um eletrodo não-consumível de tungstênio e a poça de soldagem. Conforme pode-se notar pela figura anterior, a poça de soldagem, o eletrodo e parte do cordão são protegidos através de um gás de proteção, que é injetado pelo bocal da tocha. Seu desenvolvimento deveu-se à necessidade de disponibilidade de processos eficientes de soldagem de materiais de difícil soldabilidade, tais como o alumínio, cobre e magnésio; notadamente na indústria da aviação, no começo da Segunda Grande Guerra Mundial. Sua berço de criação foi na Alemanha, onde o processo TIG é conhecido como WIG, sigla de Wolfranium Inert Gas. Assim, com o seu aperfeiçoamento, surgiu um processo de alta qualidade e relativo baixo custo, de uso em aplicações diversas, com inúmeras vantagens. 17/04/2013 4

5 17/04/2013 5
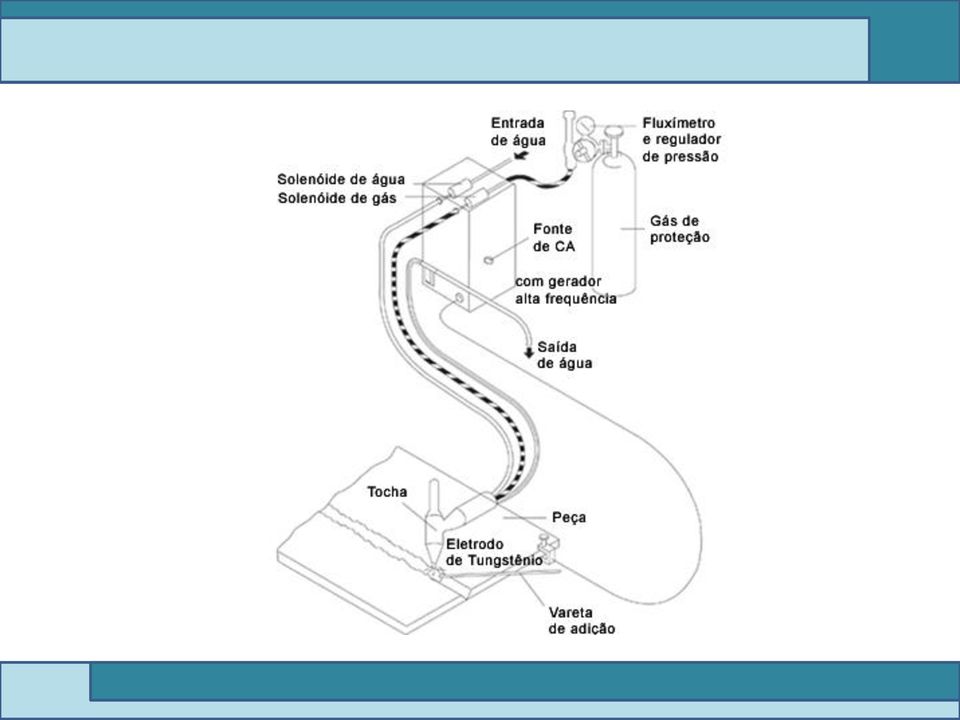
6 Soldagem TIG (GTAW) O processo TIG permite soldar uma série de tipos de materiais, com ou sem material de adição. Dependendo da aplicação da solda, é possível adicionar material à poça de fusão, nesse caso, o material deve ser compatível com o metal de base. Para isolar a região de soldagem dos contaminantes atmosféricos - Nitrogênio (N2), Oxigênio (O2) e Dióxido de Carbono (CO2) - e umidade (na forma de H2), que prejudicam as propriedades mecânicas da junta, são utilizados gases de proteção com características químico-físicas específicas (todos inertes), que também ajudam a formar e manter o arco elétrico estável. A altura do arco elétrico é controlada pela diferença de potencial (tensão) aplicada entre os eletrodos (assim como no caso do processo MIG/MAG), ou pela distância eletrodo peça, e sua intensidade pela corrente elétrica que se faz fluir através da coluna de gás ionizado (produção de arco sob ambiente plasmático). 17/04/2013 6
, que também ajudam a formar e manter o arco elétrico estável.")
7 Soldagem TIG (GTAW) O eletrodo utilizado na soldagem TIG é o de tungstênio, que tem o maior ponto de fusão dos metais: 3400 o C, podendo este ser puro (99,9%) ou ainda ser ligado com outros materiais (sempre na forma de óxidos), geralmente: Cério (Ce), Lantânio (La), Tório (Th) e Zircônio (Zr). Além disso, o tungstênio é chamado termoiônico, porque tem facilidade de emitir elétrons ao ser aquecido, o que auxilia bastante a estabilidade do arco Os eletrodos de tungstênio puro têm a vantagem de apresentar menor custo e menor efeito de retificação quando utilizada a corrente alternada. Por outro lado, as desvantagens são a dificuldade na abertura do arco e menor durabilidade. Nos processos automatizado, exige-se que os eletrodos sejam ligados ao Zircônio (Zr). 17/04/2013 7

8 Vantagens Apresenta cordões de solda de alta qualidade; Ausência de escória no cordão; Ausência de respingos e faíscas; Pode ser empregado em todas posições; Ótimo para soldagem de pequenas espessuras; Ótimo desempenho na soldagem autógena; Ausência de fluxos e revestimentos sólidos; Aparência higiênica e cirúrgica da solda; Baixa sensibilização à corrosão intergranular; Baixa distorção, devido a sua baixa energia de soldagem. 17/04/2013 8

9 Desvantagens Custo relativamente alto principalmente no caso da soldagem de alumínio, que há a necessidade de uma fonte geradora de alta frequência e CA; Necessita de grande habilidade do soldador; Dificuldade na soldagem em campo influência do vento; Baixa mobilidade, devido a quantidade de acessório ser extensa; Alta incidência de luzes UV e IV; Inadequado para soldagem de chapas de mais de 10 mm. Baixa taxa de deposição. 17/04/2013 9

")
10 Soldagem TIG (GTAW) 17/04/
11 17/04/

12 O Equipamento 17/04/

13 Equipamento para Soldagem TIG (GTAW) 17/04/
")

14 Equipamento para Soldagem TIG (GTAW) Fontes de soldagem TIG 17/04/

15 Equipamento para Soldagem TIG (GTAW) Controle de gás de proteção (Q e P) 17/04/
")
 Conjunto Regulador + Manômetro + Fluxômetro")
16 Equipamento para Soldagem TIG (GTAW) Conjunto Regulador + Manômetros (interno e trabalho) Conjunto Regulador + Manômetro + Fluxômetro 17/04/

17 Equipamento para Soldagem TIG (GTAW) Tocha 17/04/

 Tochas TIG 17/04/2013")
18 Equipamento para Soldagem TIG (GTAW) Tochas TIG 17/04/

19 Equipamento para Soldagem TIG (GTAW) A tocha conduz a corrente e o gás inerte para a zona de soldagem; tem a extremidade revestida de material isolante a fim de ser manuseada com segurança pelo operador. A tocha serve como suporte do eletrodo de tungstênio e também fornece o gás de proteção. Dentro da tocha existe uma pinça que segura o eletrodo, e que deve ser selecionada de acordo com o diâmetro do eletrodo. As tochas, que suportam o eletrodo e conduzem o gás de proteção até o arco, são classificadas basicamente pelo seu mecanismo de refrigeração. As tochas refrigeradas a gás são mantidas na temperatura adequada pelo efeito de resfriamento causado pelo próprio gás de proteção. Estas tochas estão limitadas a uma corrente máxima de cerca de 200 A. Já as tochas refrigeradas a água, promovem a circulação de água, normalmente em circuito fechado, para refrigeração. Desta forma, pode-se dispor de tochas que suportam correntes de até 1000 A. 17/04/

20 Parâmetros de Soldagem 17/04/
21 Parâmetros de Soldagem Os parâmetros de soldagem são responsáveis pela qualidade do cordão de solda e o desenvolvimento do processo; assim, é preciso conhecer essas variáveis para escolher o procedimento adequado a cada tipo de trabalho. Os parâmetros a considerar no processo TIG são: Comprimento do arco; Velocidade de soldagem; Vazão do gás; Corrente de soldagem; Polaridade; 17/04/
22 Comprimento do Arco O comprimento do arco é a distância entre a ponta do eletrodo e o metal de base (o que no processo MIG/MAG, chamamos de Stick-out); o aumento do comprimento faz aumentar também a tensão do arco, sob uma dada corrente de soldagem e determinado gás de proteção. O comprimento do arco influencia diretamente no cordão de solda, que será tanto mais largo quanto maior for o arco. Um arco muito curto ou muito longo torna-se instável, favorecendo a formação de porosidades, mordeduras e falta de fusão. Em conseqüência, a penetração também será afetada, embora que discretamente. Maior distância Cordão mais largo Menor distância Cordão mais estreito 17/04/

23 Velocidade de Soldagem A velocidade de soldagem tem influência sobre a penetração e a largura do cordão de solda; assim, para uma velocidade muito alta de soldagem, o arco não permanece tempo suficiente na região de solda para proporcionar uma boa fusão e penetração do cordão. Já para uma velocidade baixa, a penetração aumenta. Mas, para uma velocidade excessivamente baixa de soldagem, o próprio metal fundido na poça funciona como isolante térmico para a transferência de calor do arco para o metal base, prejudicando também a penetração de solda. Uma velocidade maior melhora a eficiência e a produtividade da soldagem, reduzindo os custos de produção; no entanto, velocidades altas demais podem causar descontinuidades, como falta de penetração e mordeduras. Menor velocidade de Maior velocidade de soldagem soldagem Cordão mais largo e Cordão mais estreito e maior a penetração menor a penetração 17/04/
24 Vazão do Gás de Proteção A vazão do gás é responsável pela proteção adequada do eletrodo e da poça de fusão garantindo soldas isentas de oxidação e porosidade. Seu valor ideal depende do tipo de metal a ser soldado, condições de ventilação do ambiente e nível de amperagem utilizado. Para que a proteção oferecida pelo gás seja eficiente, é preciso considerar a vazão do gás. A vazão deve ser forte o suficiente para deslocar o ar para longe da área da solda e assim proteger a poça de fusão; no entanto, uma vazão elevada pode causar turbulência no fluxo do gás, resultando em descontinuidade ou defeitos no cordão e instabilidade do arco, sem falar no custo maior de soldagem. 17/04/
25 Vazão do Gás de Proteção A vazão ideal leva em consideração fatores como: Tipo de gás utilizado; Distância entre o bocal e a peça; Tipo e posição da tocha; Tipo de junta; Diâmetro do bocal; Velocidade e posição de soldagem; Tipo de metal a ser soldado; Tamanho da poça de fusão. Uma vazão baixa não oferece proteção adequada à poça de fusão, causando também descontinuidades. Uma regra para determinar a vazão ideal é fazer um teste, iniciando com vazão elevada e diminuindo gradativamente até que comece uma oxidação superficial do cordão; a vazão ideal será a mais próxima e superior a essa. 17/04/

26 Corrente de Soldagem A corrente de soldagem pode-se considerar, de forma geral, que ela controla a penetração da solda, com efeito diretamente proporcional, além de influenciar na penetração de solda, a limpeza superficial dos óxidos da superfície do metal base e o desgaste do eletrodo de tungstênio. A corrente afeta também a tensão do arco, sendo que para um mesmo comprimento de arco, um aumento na corrente causará um aumento na tensão do arco. O ajuste da vazão de gás está relacionado com a intensidade de corrente ideal para os diferentes metais a soldar. Considerando o argônio como gás de proteção, a relação vazão/corrente pode ser mostrada em um quadro. Menor Corrente Cordão mais estreito e menor a penetração. Menor Corrente Cordão mais largo e maior a penetração 17/04/
27 Corrente de Soldagem 17/04/

28 Polaridade Quando se trabalha com CC, o ignitor de alta freqüência é usado apenas para abrir o arco e em seguida é desligado. Geralmente os aparelhos possuem um dispositivo que inibe as faíscas do ignitor quando o arco está aberto. Na soldagem com CC, o circuito pode ter o eletrodo ligado tanto ao pólo negativo quanto ao positivo. 17/04/

29 Corrente Contínua com Polaridade Direta Quando o eletrodo está ligado ao pólo negativo CC -, os elétrons fluem do eletrodo em altas velocidades, bombardeando o metal de base e provocando um aquecimento considerável nesse metal; a concentração de calor, portanto, é de aproximadamente 70% na peça e 30% no eletrodo. O cordão de solda obtido com CC, é estreito e com grande penetração. Este tipo de corrente é aplicado na soldagem de aço, cobre, aços inoxidáveis austeníticos (ao cromo-níquel) e ligas resistentes ao calor. 17/04/
30 Corrente Contínua com Polaridade Inversa Quando ligado ao pólo positivo, CC +, o eletrodo é positivo e o metal é negativo; os elétrons fluem do metal de base para o eletrodo, o qual se aquece e tende a fundir a extremidade. A concentração de calor é de aproximadamente 30% na peça e 70% no eletrodo. Por esta razão, a soldagem com CC + requer um eletrodo com diâmetro maior ou uma corrente mais baixa para evitar o superaquecimento e conseqüente fusão do eletrodo, que contamina a poça de fusão. Esse inconveniente torna a soldagem com CC + pouco utilizada, uma vez que não é viável para correntes elevadas. O cordão de solda obtido é largo, com pequena penetração. 17/04/

31 Corrente Alternada Teoricamente, uma soldagem com CA é uma combinação das soldagens com CC + e CC - A corrente assemelha-se a uma onda, cuja parte superior representa a polaridade positiva, ou CC +, e a inferior a negativa ou CC -. Os elétrons e os íons partem da peça para o eletrodo e vice-versa, causando uma concentração equilibrada de calor de 50% para cada um e um cordão com penetração média. A CA é aplicada na soldagem de alumínio, magnésio e suas ligas. Na soldagem com CA, o arco tende a extinguir quando a corrente é muito baixa ou nula, uma vez que a corrente cai a zero a cada inversão de polaridade; neste caso, o ignitor deve permanecer ligado para estabilizar a descarga elétrica. 17/04/
32 Corrente Alternada Quando se utiliza CA com eletrodo de tungstênio puro, acontece o efeito de retificação, que é a diferença de emissividade eletrônica existente entre o eletrodo de tungstênio puro e o material que está sendo soldado. Na CA, existe uma mudança cíclica do fluxo de elétrons, que ora se deslocam do eletrodo de tungstênio para a poça de fusão, ora saem da poça de fusão em direção ao eletrodo. Devido ao efeito de retificação, há um desbalanceamento nesse movimento, tornando a emissão de elétrons vindos da poça de fusão menor que a emissão de elétrons provenientes do eletrodo; isto provoca o aparecimento de duas senóides de intensidades diferentes. 17/04/
33 Corrente Alternada O efeito de retificação é mais prejudicial no caso da soldagem de alumínio e de magnésio, que apresentam óxido refratário, porque o fluxo de elétrons emitido pela poça de fusão não é suficiente para romper completamente a camada de óxido existente durante a soldagem. A fim de atenuar o efeito de retificação, utiliza-se um transformador com condensador-filtro, que equilibra as senóides representantes do fluxo de elétrons. 17/04/
34 Tensão A tensão do arco, designação dada para a tensão entre o eletrodo e a peça, é fortemente influenciada por diversos fatores, estes já citados como parâmetros: Corrente do arco; Perfil da ponta do eletrodo; Comprimento do arco (Distância entre o eletrodo e a peça); Tipo da gás de proteção; Como existe uma relação direta entre a tensão e o comprimento do arco, a tensão é usada para controlar o processo, pois uma vez fixados diversos outros parâmetros, a tensão do arco possibilita o controle do comprimento do arco, que é difícil de monitorar. Por sua vez, o comprimento do arco afeta diretamente a largura da poça. Apesar disso, na maioria dos processos com chapas, o comprimento do arco desejado é o menor possível. Este controle o comprimento do arco pela tensão, entretanto, deve ser feito de maneira cuidadosa, observando-se outros parâmetros que também afetam a tensão como contaminação do eletrodo e do gás de proteção, alimentação imprópria do material de adição, mudanças de temperatura no eletrodo e erosão do eletrodo. A velocidade de avanço afeta a penetração e a largura no processo, sendo esta última, porém, muito mais afetada. 17/04/
35 Quadro Resumo 17/04/
36 Consumíveis 17/04/
37 Classificação AWS do Eletrodo Os eletrodos para o processo TIG são varetas sinterizadas de tungstênio puro ou ligado ao Tório (Th), Zircônio (Zr), Lantânio (La) ou Cério (Ce), ambos na forma de óxidos. A classificação do eletrodo quanto à composição química encontra-se na norma ANSI/AWS A , apresentada no quadro. 17/04/
38 Classificação AWS do Eletrodo A norma AWS A estabelece um código para a identificação dos eletrodos conforme sua composição química. Segundo esse código, a letra E significa eletrodo; W é para wolfrâmio (ou tungstênio), o elemento químico de que é feito o eletrodo, X é o elemento químico adicionado ao eletrodo e P significa puro. Ex: AWS EWT 1 Eletrodo de Tungstênio, com adição 1 % de Tório (valor pode variar). 17/04/
39 Composição Química do Eletrodo Os elementos químicos adicionados ao eletrodo são importantes para permitir um desempenho melhor do processo de soldagem. Os eletrodos com adição de Zircônio (Zr) ou Tório (Th) apresentam vantagens, tais como maior durabilidade, maior resistência com potências elevadas e melhores propriedades de ignição. Por outro lado, as desvantagens, quando se utiliza corrente alternada, são o custo maior, maior efeito de retificação e menor estabilidade do arco. 17/04/
40 Composição Química do Eletrodo EWC é o eletrodo de tungstênio com óxido de cério (Ceo3), conhecido como Céria. Este tipo de eletrodo apresenta maior facilidade de ignição, melhor estabilidade do arco, reduzida taxa de vaporização ou queima e trabalha muito bem com corrente alternada ou contínua, em qualquer polaridade; estas vantagens aumentam com o aumento de quantidade de Céria. EWL é o eletrodo de tungstênio que contém 1% de óxido de lantânio (LaO3), conhecido como Lantânia; as características de operação e vantagens deste eletrodo são muito similares às do eletrodo com Céria. EWT é o eletrodo que contém óxido de tório (ThO3), conhecido como tória; a tória é responsável pelo aumento de vida útil do eletrodo em relação aos eletrodos de tungstênio puro devido a sua alta emissão de elétrons, melhor ignição e estabilidade do arco. Estes eletrodos têm maior vida útil e apresentam grande resistência a contaminantes de tungstênio na solda. EWZ é o eletrodo com adição do óxido de zircônio (ZiO3), conhecido como zircônia; este eletrodo é o preferido para aplicações nas quais a contaminação por tungstênio deve ser minimizada. O eletrodo com zircônia tem bom desempenho quando usado com corrente alternada e apresenta alta resistência a contaminação. 17/04/
41 Preparação do Eletrodo A preparação do eletrodo (angulação e afiação) sempre é definida conforme a corrente utilizada na soldagem, bem como o diâmetro do eletrodo. Essa preparação é feita por meio de esmerilhamento (com rebolo de oxido de Silício SIO3) da ponta, sempre no sentido longitudinal, para facilitar o direcionamento dos elétrons. Em casos especiais, as marcas do esmerilhamento são retiradas por meio de polimento. Na soldagem com corrente contínua, a ponta do eletrodo deve ser pontiaguda. O cone correto da ponta pode ser obtido por uma norma prática: a altura do cone deve ser 2 (duas) vezes a 2 (duas) vezes e meia o diâmetro do eletrodo. No caso de soldagem com corrente alternada, a ponta do eletrodo deve ser ligeiramente arredondada. 17/04/

42 Preparação do Eletrodo C.C. C.A. 17/04/
43 Seleção do Eletrodo Conforme Parâmetros A escolha do tipo e do diâmetro do eletrodo deve levar em consideração a espessura e o tipo do material, o tipo de junta, o número de passes e os parâmetros de soldagem, como amperagem e tensão, além da composição química do eletrodo. Um quadro auxilia a seleção do eletrodo: 17/04/
44 Seleção do Eletrodo Conforme Parâmetros 17/04/
45 Metal de Adição O metal de adição para soldagem TIG é geralmente apresentado sob forma de varetas com cerca de 1 metro de comprimento. No caso de soldagem mecanizada, utilizam-se bobinas de fio enrolado. Os diâmetros dos fios e das varetas obedecem a um padrão que varia entre 0,5 mm e 5 mm. Os materiais e ligas utilizados na confecção das varetas são variados; classificam-se segundo sua composição química e de acordo com as propriedades do metal depositado. É importante que o metal de adição esteja isento de umidade, oleosidade e oxidação. A escolha do metal de adição leva em consideração fatores como: similaridade com o metal de base, composição química, propriedades mecânicas e custos razoáveis. O diâmetro do fio ou da vareta deve corresponder à espessura das peças a soldar ou à quantidade de material que será depositada. Estas informações encontram-se disponíveis nos catálogos dos fabricantes. Os consumíveis utilizados como metal de adição na soldagem TIG são especificados segundo normas que definem as características do arame, as propriedades mecânicas desejadas, ensaios recomendados, dados de identificação, garantia do fabricante, condições de aceitação e embalagem. 17/04/
46 Classificação AWS do Metal de Adição 17/04/
47 Classificação AWS do Metal de Adição A especificação AWS A5.18 prescreve os requerimentos para a classificação de eletrodos sólidos ou compostos (arame tubular com núcleo metálico metal cored) e varetas para os processos GMAW, GTAW e PAW na soldagem de aço carbono. A Especificação AWS A5.9 se aplicam a arames, varetas, fitas e eletrodos compostos de aços inoxidáveis. O teor de Cr cromo destes consumíveis é no mínimo de 10,5%. ER designa eletrodo na forma de arame ou vareta. XX designa o limite de ruptura no ensaio de tração em Ksi. Y este dígito indica a forma construtiva: S designa eletrodo sólido e C designa eletrodo composto. X designa a faixa de composição química. 17/04/
48 Classificação AWS do Metal de Adição 17/04/
49 Principais Varetas Utilizadas na Soldagem de Aços Inoxidáveis 17/04/
50 Principais Varetas Utilizadas na Soldagem de Aços Inoxidáveis 17/04/
51 Gases de Proteção Os gases de proteção utilizados no processo TIG são os inertes, isto é, que não reagem com o eletrodo nem com a poça de fusão; como exemplos citam-se o argônio (Ar), mais utilizado, o hélio (He) ou uma mistura de ambos. Os gases de proteção do processo TIG devem ter um grau de pureza de 99,99%, no mínimo, para que a solda apresente a qualidade desejada. O teor de umidade também é um fator importante que deve ser controlado. A escolha do gás depende de fatores como tipo de metal que se quer soldar, espessura das peças e posição de soldagem. As misturas de argônio e hélio, respectivamente 70% e 30% e 30% e 70%, são as que apresentam os melhores resultados na soldagem de metais não ferrosos, como alumínio, magnésio e ligas. As misturas argônio e hidrogênio (8% em geral) são as mais utilizadas em soldagem TIG manual e automática dos aços inoxidáveis. 17/04/
52 As Funções dos Gases de Proteção A principal função de um gás de proteção no processo TIG é excluir os gases da atmosfera que podem contaminar a poça de fusão, o eletrodo e a parte aquecida da vareta de adição. Os gases são definidos, regidos e classificados pela AWS A5.32. A escolha do gás é importante porque influencia a velocidade de soldagem, na penetração, no acabamento e na estabilidade do arco. 17/04/
53 Gases de Proteção 17/04/
54 Gases de Proteção 17/04/
55 Argônio (Ar) O Argônio (Ar) é um gás, sendo o terceiro elemento da classe dos gases nobres. É incolor e inerte, constituindo cerca de 1% do ar atmosférico. É sem sobra de dúvidas o gás mais utilizado na soldagem TIG, frente a diversas propriedades tolerantes e frente a sua versatilidade. O emprego do gás argônio no processo TIG apresenta algumas vantagens, como: Uma boa estabilidade do arco; Baixo consumo do gás; Baixas tensões de arco; Custo baixo do processo; Facilidade na abertura do arco; Melhor efeito de limpeza de óxidos quando usada a corrente alternada. Por ser mais pesado que o ar, o argônio forma uma eficiente cortina de proteção ao redor da poça de fusão. 17/04/
.")
56 Hélio (He) O hélio (He) é um gás monoatômico, incolor e inodoro. Tem o menor ponto de evaporação de todos os elementos químicos, e só pode ser solidificado sob pressões muito grandes. É o segundo elemento químico na tabela periódica, e está em segundo lugar entre os gases em maior abundância no universo, atrás do hidrogênio (H). O gás hélio (He) empregado no processo TIG apresenta consumo alto, pois é um gás mais leve que o ar; sua densidade baixa provoca a subida do gás em turbulência, prejudicando a proteção da poça de fusão, por isso, o fluxo do hélio deve ser de 2 a 3 vezes maior que a do argônio. O hélio requer altas tensões de soldagem, o que demanda maior energia para uma mesma corrente e comprimento de arco; permite grande penetração do cordão de solda; apresenta custo alto, mas, em contrapartida, possibilita maior velocidade no caso de soldagem automática de alumínio e suas ligas. Em soldagem automática de alumínio e suas ligas, o gás hélio puro pode ser utilizado com corrente contínua e polaridade negativa. 17/04/
57 O Processo 17/04/
58 17/04/
59 Limpeza da Junta A preparação de junta a ser soldada é fundamental para a obtenção de soldas de alta qualidade. O processo TIG por não ser eficiente na desoxidação e limpeza da poça de fusão, exige uma limpeza rigorosa da junta, retirando-se resíduos de óleo, graxa, fuligem etc. As bordas devem estar ao metal brilhante e quando necessário é feita a proteção com um gás inerte, geralmente o próprio argônio. Na contra solda em passes de raiz, como na soldagem de tubulações de aços inoxidáveis, é necessário ainda a utilização de purgas, de modo a garantir total proteção da poça de fusão, e ainda garantir a constante limpeza da junta. A limpeza deve ser efetuada por meio de escovas (mecânicas ou manuais), discos de lixa, discos abrasivos ou qualquer outro meio de lixamento. Uma atenção especial deve ser tomada quanto a possibilidade de contaminação destes meios de preparo na junta, o que pode vir ocasionar problemas na junta soldada!!! 17/04/

60 Posicionamento da Tocha Posicionamento da tocha para soldagem plana Posicionamento da tocha para soldagem em ângulo 17/04/

61 Alimentação e Progressão da Solda 17/04/
62 Soldagem TIG (GTAW) 17/04/
63 Soldagem TIG (GTAW) 17/04/
64 Soldagem TIG (GTAW) 17/04/
65 Soldagem TIG (GTAW) 17/04/
")
66 Soldagem TIG (GTAW) 17/04/
67 Fim!!! 17/04/
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Curso de Engenharia de Produção Processos de Fabricação Soldagem MIG/MAG MIG e MAG indicam processos de soldagem por fusão que utilizam o calor de um arco elétrico formado entre um eletrodo metálico consumível
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG)
") Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
Soldagem de Aço Inox Utilizando Arco Gasoso com Tungstênio (GTAW ou TIG) Este é o processo mais amplamente usado devido a sua versatilidade e alta qualidade bem como a aparência estética do acabamento
- Bibliografia Recomendada
 1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
1 7 a aula - ELETRODOS REVESTIDOS - Bibliografia Recomendada 1) Soldagem Processos e Metalurgia Capítulo 2b 2) Normas da AWS A5.1-81, A5.5-81 e demais normas 3) Catálogo de fabricantes de eletrodos revestidos
SOLDAGEM POR ARCO SUBMERSO
 SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
SOLDAGEM POR ARCO SUBMERSO Juntas com excelentes propriedades mecânicometalúrgicas Altas taxas de deposição Esquema básico do processo 1 Vantagens do processo Pode-se usar chanfros com menor área de metal
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais. Definição e princípio de operação:
 Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Fundamentos Equipamentos Consumíveis Técnica operatória Aplicações Industriais Fundamentos Definição e princípio de operação: A soldagem a arco com eletrodo de tungstênio e proteção gasosa (Gas Tungsten
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
Trabalho Prático N o :. Técnica Operatória da Soldagem GMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem semi-automática GMAW. Familiarizar-se com os consumíveis
PROCESSOS DE SOLDAGEM
 PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
PROCESSOS DE SOLDAGEM ARCO ELÉTRICO COM ELETRODO REVESTIDO Prof. Marcio Gomes 1 Soldagem a arco elétrico É um processo de soldagem por fusão em que a fonte de calor é gerada por um arco elétrico formado
SOLDAGEM DOS METAIS CAPÍTULO 8 SOLDAGEM MIG/MAG
 53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
53 CAPÍTULO 8 SOLDAGEM MIG/MAG 54 PROCESSO MIG/MAG (METAL INERT GAS/METAL ACTIVE GAS) MIG é um processo por fusão a arco elétrico que utiliza um arame eletrodo consumível continuamente alimentado à poça
1.OBJETIVO. Os principais objetivos da prática de soldagem com eletrodo revestido são:
 1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
1 Objetivo/Justificativa 2 Introdução 2.1 Soldagem por Arco Submerso 2.1.1 Princípio de Funcionamento 2.2 Soldagem por Arame Tubular 2.2.1 Princípio de Funcionamento 3 Descrição da Prática 3.1 Materiais
Desenho e Projeto de Tubulação Industrial
 Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Desenho e Projeto de Tubulação Industrial Módulo IV Aula 07 Solda A soldagem é um tema muito extenso. Basicamente a soldagem é a união de materiais, mas existem inúmeros processos totalmente diferentes
Soldabilidade de Metais. Soldagem II
 Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Soldabilidade de Metais Soldagem II Soldagem de Ligas Metálicas A American Welding Society (AWS) define soldabilidade como a capacidade de um material ser soldado nas condições de fabricação impostas por
Qualificação de Procedimentos
 Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Qualificação de Procedimentos Os equipamentos em geral são fabricados por meio de uniões de partes metálicas entre si empregando-se soldas. Há, portanto a necessidade de se garantir, nestas uniões soldadas,
Processo de Soldagem TIG - GTAW
 Universidade Federal de Minas Gerais. Escola de Engenharia. Programa de Pós-Graduação em Engenharia Mecânica. Processo de Soldagem TIG - GTAW Disciplina: Processo de Soldagem. Professor: Alexandre Queiroz
Universidade Federal de Minas Gerais. Escola de Engenharia. Programa de Pós-Graduação em Engenharia Mecânica. Processo de Soldagem TIG - GTAW Disciplina: Processo de Soldagem. Professor: Alexandre Queiroz
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS. Introdução
 COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
COLETÂNEA DE INFORMAÇÕES TÉCNICAS AÇO INOXIDÁVEL SOLDAGEM DE AÇOS INOXIDÁVEIS Introdução Os aços inoxidáveis austeníticos são facilmente soldados com ou sem arame de enchimento. Ë considerável a utilização
Soldagem de manutenção II
 A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
A UU L AL A Soldagem de manutenção II A recuperação de falhas por soldagem inclui o conhecimento dos materiais a serem recuperados e o conhecimento dos materiais e equipamentos de soldagem, bem como o
GTAW Soldagem TIG 23/6/2013 2
 2012 23/6/2013 1 GTAW Soldagem TIG 23/6/2013 2 23/6/2013 3 A Soldagem TIG (GTAW) O processo de soldagem Gas Tungsten Arc Welding GTAW, ou soldagem TIG Tungsten Inert Gas, como é mais conhecido atualmente,
2012 23/6/2013 1 GTAW Soldagem TIG 23/6/2013 2 23/6/2013 3 A Soldagem TIG (GTAW) O processo de soldagem Gas Tungsten Arc Welding GTAW, ou soldagem TIG Tungsten Inert Gas, como é mais conhecido atualmente,
A SOLDAGEM GTAW (OU TIG)
") A SOLDAGEM GTAW (OU TIG) O processo de soldagem TIG tem a fama, justificada, de ser um processo de alta qualidade pois foi desenvolvido no início dos anos 40 para atender a uma indústria bem exigente,
A SOLDAGEM GTAW (OU TIG) O processo de soldagem TIG tem a fama, justificada, de ser um processo de alta qualidade pois foi desenvolvido no início dos anos 40 para atender a uma indústria bem exigente,
MANUAL DE INSTRUÇÕES. LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG
 MANUAL DE INSTRUÇÕES LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG II Sumário 1. Introdução 1 2. Descrição do Equipamento 2.1 Ligando a fonte na Rede 2.2 Descrição do Painel Frontal
MANUAL DE INSTRUÇÕES LARRY FLEX Fonte de soldagem para TIG, eletrodo revestido e MIG/MAG II Sumário 1. Introdução 1 2. Descrição do Equipamento 2.1 Ligando a fonte na Rede 2.2 Descrição do Painel Frontal
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG
 Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
Centro de Formação Profissional Aloysio Ribeiro de Almeida SOLDAGEM TIG Presidente da FIEMG Robson Braga de Andrade Gestor do SENAI Petrônio Machado Zica Diretor Regional do SENAI e Superintendente de
Discussão sobre os processos de goivagem e a utilização de suporte de solda
 Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
Discussão sobre os processos de goivagem e a utilização de suporte de solda Liz F Castro Neto lfcastroneto@gmail.com Dênis de Almeida Costa denis.costa@fatec.sp.gov.br 1. Resumo Na soldagem de união, a
LEI DE OHM. Professor João Luiz Cesarino Ferreira. Conceitos fundamentais
 LEI DE OHM Conceitos fundamentais Ao adquirir energia cinética suficiente, um elétron se transforma em um elétron livre e se desloca até colidir com um átomo. Com a colisão, ele perde parte ou toda energia
LEI DE OHM Conceitos fundamentais Ao adquirir energia cinética suficiente, um elétron se transforma em um elétron livre e se desloca até colidir com um átomo. Com a colisão, ele perde parte ou toda energia
PROCESSO DE SOLDAGEM TIG
 PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
PROCESSO DE SOLDAGEM TIG ÍNDICE - Definição do processo - Características - Equipamentos - Fontes - Tocha de soldagem - Eletrodo de tungstênio - Afiação eletrodo - Dispositivo para abertura do arco - Cabos
INFORMATIVO TÉCNICO BRASAGEM DOS PASSADORES DE COMPRESSORES 1 - INTRODUÇÃO 2 - BRASAGEM OXIACETILÊNICA
 1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
1 - INTRODUÇÃO A brasagem de tubos é uma etapa que faz parte do procedimento de instalação de compressores em novos produtos ou do procedimento de troca de compressores quando da manutenção de um sistema
BOLETIM TÉCNICO PROCESSO MIG BRAZING
 O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
O PROCESSO Consiste na união de aços comuns, galvanizados e aluminizados, utilizando um processo de aquecimento à arco elétrico (MIG), adicionando um metal de adição a base de cobre, não ocorrendo a fusão
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW
 Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Trabalho Prático N o :. Técnica Operatória da Soldagem SMAW 1. Objetivos: Familiarizar-se com o arranjo e a operação do equipamento utilizado na soldagem manual com eletrodos revestidos. Familiarizar-se
Processos de Soldagem Soldagem MIG/MAG
 Processos Soldagem MIG/MAG No Processo MIG/MAG (Gas Metal Arc Welding GMAW) é estabelecido um arco elétrico entre um eletrodo consumível nu alimentado continuamente (arame-eletrodo) e o metal de base,
Processos Soldagem MIG/MAG No Processo MIG/MAG (Gas Metal Arc Welding GMAW) é estabelecido um arco elétrico entre um eletrodo consumível nu alimentado continuamente (arame-eletrodo) e o metal de base,
Corte Plasma. Processo de corte plasma
 Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
Corte Plasma Processo de corte plasma CORTE PLASMA Plasma Três estados físicos da matéria: Sólido - Gelo Líquido - Água Gasoso - Vapor A diferença básica: o quanto de energia existe em cada um deles. Gelo
Características do processo
 SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
SOLDAGEM POR OXIGÁS Processo de soldagem que utiliza o calor gerado por uma chama de um gás combustível e o oxigênio para fundir o metal-base e o metal de adição A temperatura obtida através da chama é
Processos Construtivos
 Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
Patrocínio: Coordenação: Parcerias: Processos Construtivos Soldagem Elaborado por: Bruno Stupello As informações e análises contidas nesse documento são de responsabilidade do Centro de Estudos em Gestão
ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS
 ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
ARAMES PARA SOLDA ARAME PARA SOLDA MIG GERDAU A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com Gerdau-MIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas,
0,8 0,9 1,0 1,2 1,32 1,6 18-20 100-250 ROSETADO AWS A 5.18 ER70S-6 0,15 0,15 0,15 0,03
 ARAMES PARA SOLDA A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com GerdauMIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas, nos mais diversos segmentos.
ARAMES PARA SOLDA A MELHOR OPÇÃO PARA INDÚSTRIAS Soldar com GerdauMIG é ter alto rendimento nos processos industriais em soldagens semiautomáticas, mecanizadas e robotizadas, nos mais diversos segmentos.
GRSS. Resistance WELDING SOLDAGEM POR RESISTÊNCIA ELÉTRICA
 SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
SOLDAGEM POR RESISTÊNCIA ELÉTRICA Princípios A soldagem por resistência elétrica representa mais uma modalidade da soldagem por pressão na qual as peças a serem soldadas são ligadas entre si em estado
Soldagem a Plasma - PAW
 Universidade Federal de Minas Gerais. Escola de Engenharia. Programa de Pós-Graduação em Engenharia Mecânica. Soldagem a Plasma - PAW Disciplina: Processo de Soldagem. Professor: Alexandre Queiroz Bracarense,
Universidade Federal de Minas Gerais. Escola de Engenharia. Programa de Pós-Graduação em Engenharia Mecânica. Soldagem a Plasma - PAW Disciplina: Processo de Soldagem. Professor: Alexandre Queiroz Bracarense,
Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas
 INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
INSTITUTO FEDERAL DE EDUCAÇÃO, CIÊNCIA E TECNOLOGIA DE SANTA CATARINA Processo, Consumíveis, Técnicas e Parâmetros, Defeitos e Causas Professor: Anderson Luís Garcia Correia Unidade Curricular de Processos
TECNOLOGIA DOS MATERIAIS
 TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
TECNOLOGIA DOS MATERIAIS Aula 7: Tratamentos em Metais Térmicos Termoquímicos CEPEP - Escola Técnica Prof.: Transformações - Curva C Curva TTT Tempo Temperatura Transformação Bainita Quando um aço carbono
PROCESSOS DE SOLDAGEM
 UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA PROCESSOS DE SOLDAGEM PROF. JAQUES JONAS SANTOS SILVA RESENDE, NOVEMBRO DE 2008. ÍNDICE 1. SOLDAGEM...
UNIVERSIDADE DO ESTADO DO RIO DE JANEIRO FACULDADE DE TECNOLOGIA CURSO DE ENGENHARIA DE PRODUÇÃO MECÂNICA PROCESSOS DE SOLDAGEM PROF. JAQUES JONAS SANTOS SILVA RESENDE, NOVEMBRO DE 2008. ÍNDICE 1. SOLDAGEM...
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor
 Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
Recomendações para aumento da confiabilidade de junta de expansão de fole com purga de vapor 1. Junta de expansão de fole com purga de vapor d água Em juntas de expansão com purga da camisa interna, para
SOLDAGEM DOS METAIS CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO
 62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
62 CAPÍTULO 9 SOLDAGEM COM ELETRODO REVESTIDO 63 SOLDAGEM A ARCO ELÉTRICO COM ELETRODO REVESTIDO É um processo de soldagem por fusão a arco elétrico que utiliza um eletrodo consumível, no qual o calor
INTRODUÇÃO. A soldagem a arco com eletrodos fusíveis sobre proteção gasosa, é conhecida pelas denominações de:
 MIG-MAG Prof. Luiz Gimenes Jr. Engº José Pinto Ramalho INTRODUÇÃO A soldagem a arco com eletrodos fusíveis sobre proteção gasosa, é conhecida pelas denominações de: MIG, quando a proteção gasosa utilizada
MIG-MAG Prof. Luiz Gimenes Jr. Engº José Pinto Ramalho INTRODUÇÃO A soldagem a arco com eletrodos fusíveis sobre proteção gasosa, é conhecida pelas denominações de: MIG, quando a proteção gasosa utilizada
Apostila de Soldagem MIG/MAG
 Apostila de Soldagem MIG/MAG MODOS DE TRANSFERÊNCIA DE METAL... 4 EQUIPAMENTOS Soldagem manual... 7 SUPRIMENTO DE ENERGIA... 10 GASES DE PROTEÇÃO... 14 ARAMES... 23 SEGURANÇA... 29 TÉCNICAS E PARÂMETROS
Apostila de Soldagem MIG/MAG MODOS DE TRANSFERÊNCIA DE METAL... 4 EQUIPAMENTOS Soldagem manual... 7 SUPRIMENTO DE ENERGIA... 10 GASES DE PROTEÇÃO... 14 ARAMES... 23 SEGURANÇA... 29 TÉCNICAS E PARÂMETROS
Richard Thomas Lermen (FAHOR) richard@fahor.com.br
 richard@fahor.com.br") Influência da Velocidade de Soldagem sobre as Geometrias dos Cordões de Solda Realizados Através dos Processos de Soldagem FACW e Soldagem Híbrida (TIG/FACW) Richard Thomas Lermen (FAHOR) richard@fahor.com.br
Influência da Velocidade de Soldagem sobre as Geometrias dos Cordões de Solda Realizados Através dos Processos de Soldagem FACW e Soldagem Híbrida (TIG/FACW) Richard Thomas Lermen (FAHOR) richard@fahor.com.br
MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM
 MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM Soldagem A soldagem é o mais importante processo de união de metais utilizado na indústria. Aplicações da soldagem: Estruturas simples Grades Portões Estruturas
MONTAGEM INDUSTRIAL UNIDADE IV SOLDAGEM Soldagem A soldagem é o mais importante processo de união de metais utilizado na indústria. Aplicações da soldagem: Estruturas simples Grades Portões Estruturas
Comportamento Eletromagnético de Transformadores e Fontes UV
 Comportamento Eletromagnético de Transformadores e Fontes UV Márcio Moraes dos Santos 17/05/2006 RESUMO O presente artigo discutirá importantes aspectos relacionados ao comportamento dos campos eletromagnéticos
Comportamento Eletromagnético de Transformadores e Fontes UV Márcio Moraes dos Santos 17/05/2006 RESUMO O presente artigo discutirá importantes aspectos relacionados ao comportamento dos campos eletromagnéticos
SENAI-PE. Tecnologia de Solda Processo TIG e Eletrodo Revestido
 Tecnologia de Solda Processo TIG e Eletrodo Revestido 2 Federação das Indústrias do Estado de Pernambuco Presidente Jorge Wicks Côrte Real Departamento Regional do SENAI de Pernambuco Diretor Regional
Tecnologia de Solda Processo TIG e Eletrodo Revestido 2 Federação das Indústrias do Estado de Pernambuco Presidente Jorge Wicks Côrte Real Departamento Regional do SENAI de Pernambuco Diretor Regional
Estabilizada de. PdP. Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006
 TUTORIAL Fonte Estabilizada de 5 Volts Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
TUTORIAL Fonte Estabilizada de 5 Volts Autor: Luís Fernando Patsko Nível: Intermediário Criação: 22/02/2006 Última versão: 18/12/2006 PdP Pesquisa e Desenvolvimento de Produtos http://www.maxwellbohr.com.br
Capítulo 1: Eletricidade. Corrente continua: (CC ou, em inglês, DC - direct current), também chamada de
, também chamada de") Capítulo 1: Eletricidade É um fenômeno físico originado por cargas elétricas estáticas ou em movimento e por sua interação. Quando uma carga encontra-se em repouso, produz força sobre outras situadas em
Capítulo 1: Eletricidade É um fenômeno físico originado por cargas elétricas estáticas ou em movimento e por sua interação. Quando uma carga encontra-se em repouso, produz força sobre outras situadas em
PERIGOS DAS EMANAÇÕES DAS SOLDAGENS
 PERIGOS DAS EMANAÇÕES DAS SOLDAGENS Muitos soldadores e profissionais de corte de aço devem se preocupar com as emanações que encontram quando realizam suas atividades de soldagem e corte. A maioria dos
PERIGOS DAS EMANAÇÕES DAS SOLDAGENS Muitos soldadores e profissionais de corte de aço devem se preocupar com as emanações que encontram quando realizam suas atividades de soldagem e corte. A maioria dos
 Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
Olhal soldável VLBS Elevação e amarração de cargas Cumpre as diretrizes de maquinaria 2006/42/EG C F T D E T I Articulação 180 G B A H Descrição Carga de trab. (t) Dimensões (mm) Solda Peso O VLBS forjado
TRATAMENTOS TÉRMICOS DOS AÇOS
 Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Tratamentos térmicos dos aços 1 TRATAMENTOS TÉRMICOS DOS AÇOS Os tratamentos térmicos empregados em metais ou ligas metálicas, são definidos como qualquer conjunto de operações de aquecimento e resfriamento,
Processo de Soldagem por Arame Tubular
 Processo de Soldagem por Arame Tubular Engº Roberto Joaquim INTRODUÇÃO Data da década de 30 o início da utilização de proteção gasosa nas operações de soldagem, para resolver problemas da contaminação
Processo de Soldagem por Arame Tubular Engº Roberto Joaquim INTRODUÇÃO Data da década de 30 o início da utilização de proteção gasosa nas operações de soldagem, para resolver problemas da contaminação
ANÁLISE PRÁTICA DE PENETRAÇÃO DE SOLDA EM AÇO 1045
 ANÁLISE PRÁTICA DE PENETRAÇÃO DE SOLDA EM AÇO 1045 Fabiana Camila Simon (FAHOR) fs000792@fahor.com.br Marcelo Ioris (FAHOR) mi001024@fahor.com.br Tiago Perin (FAHOR) tp000722@fahor.com.br Valtair de Jesus
ANÁLISE PRÁTICA DE PENETRAÇÃO DE SOLDA EM AÇO 1045 Fabiana Camila Simon (FAHOR) fs000792@fahor.com.br Marcelo Ioris (FAHOR) mi001024@fahor.com.br Tiago Perin (FAHOR) tp000722@fahor.com.br Valtair de Jesus
ASPERSÃO TÉRMICA EQUIPAMENTOS PLASMA SPRAY PROCESSO PLASMA
 ASPERSÃO TÉRMICA PROCESSO Resumidamente, Aspersão Térmica consiste em um grupo de processos em que materiais metálicos e não metálicos são projetados na forma fundida ou semifundida sobre uma superfície
ASPERSÃO TÉRMICA PROCESSO Resumidamente, Aspersão Térmica consiste em um grupo de processos em que materiais metálicos e não metálicos são projetados na forma fundida ou semifundida sobre uma superfície
bambozzi Manual de Instruções NM 250 TURBO +55 (16) 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.
 3383 S.A.B. (Serviço de Atendimento Bambozzi) 0800 773.3818 sab@bambozzi.com.") bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
bambozzi A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 3383 3818 Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
Seu parceiro em Soldagem e Corte. Soldagem MIG/MAG
 Seu parceiro em Soldagem e Corte Soldagem MIG/MAG ÍNDICE INTRODUÇÃO... 1 MODOS DE TRANSFERÊNCIA DE METAL... 4 EQUIPAMENTOS... 12 SUPRIMENTO DE ENERGIA... 18 GASES DE PROTEÇÃO... 27 ARAMES... 46 SEGURANÇA...
Seu parceiro em Soldagem e Corte Soldagem MIG/MAG ÍNDICE INTRODUÇÃO... 1 MODOS DE TRANSFERÊNCIA DE METAL... 4 EQUIPAMENTOS... 12 SUPRIMENTO DE ENERGIA... 18 GASES DE PROTEÇÃO... 27 ARAMES... 46 SEGURANÇA...
GERADORES MECÂNICOS DE ENERGIA ELÉTRICA
 GERADORES MECÂNICOS DE ENERGIA ELÉTRICA Todo dispositivo cuja finalidade é produzir energia elétrica à custa de energia mecânica constitui uma máquina geradora de energia elétrica. O funcionamento do
GERADORES MECÂNICOS DE ENERGIA ELÉTRICA Todo dispositivo cuja finalidade é produzir energia elétrica à custa de energia mecânica constitui uma máquina geradora de energia elétrica. O funcionamento do
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos
 Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
Inspeção Visual e Dimensional de Eletrodos e Estufas Duração: 60 minutos Este texto é dividido em duas partes: a primeira descreve os procedimentos para a realização da Inspeção visual e dimensional de
SOLDAGEM AO ARCO ELÉTRICO SOB PROTEÇÃO GASOSA
 SOLDAGEM AO ARCO ELÉTRICO SOB PROTEÇÃO GASOSA PROCESSO MIG - MAG Elaboração : Engenheiro Arnaldo Mello Solci White Martins Gases Industriais S/A - Bauru 1 1 - FUNDAMENTOS DO PROCESSO O processo de soldagem
SOLDAGEM AO ARCO ELÉTRICO SOB PROTEÇÃO GASOSA PROCESSO MIG - MAG Elaboração : Engenheiro Arnaldo Mello Solci White Martins Gases Industriais S/A - Bauru 1 1 - FUNDAMENTOS DO PROCESSO O processo de soldagem
APOSTILA L&A SOLDAGEM
 APOSTILA L&A SOLDAGEM PROCESSO DE SOLDAGEM TIG APOSTILA L&A SOLDAGEM PROCESSO DE SOLDAGEM TIG SALVADOR 2012 Copyright 2012 por L&A SOLDAGEM. Todos os direitos reservados Área Tecnológica L&A Soldagem Elaboração:
APOSTILA L&A SOLDAGEM PROCESSO DE SOLDAGEM TIG APOSTILA L&A SOLDAGEM PROCESSO DE SOLDAGEM TIG SALVADOR 2012 Copyright 2012 por L&A SOLDAGEM. Todos os direitos reservados Área Tecnológica L&A Soldagem Elaboração:
Capítulo 02. Resistores. 1. Conceito. 2. Resistência Elétrica
 1. Conceito Resistor é todo dispositivo elétrico que transforma exclusivamente energia elétrica em energia térmica. Simbolicamente é representado por: Assim, podemos classificar: 1. Condutor ideal Os portadores
1. Conceito Resistor é todo dispositivo elétrico que transforma exclusivamente energia elétrica em energia térmica. Simbolicamente é representado por: Assim, podemos classificar: 1. Condutor ideal Os portadores
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido
 e Sistemas de Tratamento do Ar Comprimido") 4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
4ª aula Compressores (complemento) e Sistemas de Tratamento do Ar Comprimido 3ª Aula - complemento - Como especificar um compressor corretamente Ao se estabelecer o tamanho e nº de compressores, deve se
5. Resultados e Análises
 66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
66 5. Resultados e Análises Neste capítulo é importante ressaltar que as medições foram feitas com uma velocidade constante de 1800 RPM, para uma freqüência de 60 Hz e uma voltagem de 220 V, entre as linhas
Capítulo 11 MOTORES ELÉTRICOS DE CORRENTE CONTÍNUA E UNIVERSAL. Introdução
 Capítulo 11 MOTORES ELÉTRICOS DE CORRENTE CONTÍNUA E UNIVERSAL Esta aula apresenta o princípio de funcionamento dos motores elétricos de corrente contínua, o papel do comutador, as características e relações
Capítulo 11 MOTORES ELÉTRICOS DE CORRENTE CONTÍNUA E UNIVERSAL Esta aula apresenta o princípio de funcionamento dos motores elétricos de corrente contínua, o papel do comutador, as características e relações
CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS
 CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS 2.1 INTRODUÇÃO O objetivo do presente trabalho é estudar o funcionamento em regime permanente e em regime dinâmico da Máquina Assíncrona Trifásica
CAPÍTULO 2 - TIPOS DE MÁQUINAS ASSÍNCRONAS TRIFÁSICAS 2.1 INTRODUÇÃO O objetivo do presente trabalho é estudar o funcionamento em regime permanente e em regime dinâmico da Máquina Assíncrona Trifásica
Condensação. Ciclo de refrigeração
 Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
Condensação Ciclo de refrigeração Condensação Três fases: Fase 1 Dessuperaquecimento Redução da temperatura até a temp. de condensação Fase 2 Condensação Mudança de fase Fase 3 - Subresfriamento Redução
ULTRA-SOM MEDIÇÃO DE ESPESSURA PROCEDIMENTO DE END PR 036
 Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
Página: 1 de 5 1. OBJETIVO Este procedimento fixa as condições mínimas do ensaio não destrutivo por meio de ultra-som para medição de espessura em materiais metálicos, em exames de qualificação do Sistema
DIODO SEMICONDUTOR. Conceitos Básicos. Prof. Marcelo Wendling Ago/2011
 DIODO SEMICONDUTOR Prof. Marcelo Wendling Ago/2011 Conceitos Básicos O diodo semicondutor é um componente que pode comportar-se como condutor ou isolante elétrico, dependendo da forma como a tensão é aplicada
DIODO SEMICONDUTOR Prof. Marcelo Wendling Ago/2011 Conceitos Básicos O diodo semicondutor é um componente que pode comportar-se como condutor ou isolante elétrico, dependendo da forma como a tensão é aplicada
Manual de Instrucoes. Pass-Through Refrigerado. o futuro chegou a cozinha. refrigeracao coccao linha modular exposicao distribuicao apoio
 Manual de Instrucoes Pass-Through Refrigerado o futuro chegou a cozinha refrigeracao coccao linha modular exposicao distribuicao apoio Obrigado por ter adquirido Equipamentos ELVI É com satisfação que
Manual de Instrucoes Pass-Through Refrigerado o futuro chegou a cozinha refrigeracao coccao linha modular exposicao distribuicao apoio Obrigado por ter adquirido Equipamentos ELVI É com satisfação que
BOLETIM TÉCNICO SOLDAGEM DE COBRE E SUAS LIGAS
 INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
INTRODUÇÃO A união de cobre e suas ligas podem ser efetuadas por processos de soldagem e brasagem O processo de brasagem é adequado para componentes de dimensões relativamente pequenas, devido a grande
CURSO DE. Franco Canan
 CURSO DE SOLDAGEM Curso de Soldagem 1. INTRODUÇÃO 1.1) O que é soldagem 1.2) Visão geral do processo MIG/MAG 1.3) Responsabilidades do soldador 1.4) Compromisso com a Empresa (Cliente) 2. EQUIPAMENTOS
CURSO DE SOLDAGEM Curso de Soldagem 1. INTRODUÇÃO 1.1) O que é soldagem 1.2) Visão geral do processo MIG/MAG 1.3) Responsabilidades do soldador 1.4) Compromisso com a Empresa (Cliente) 2. EQUIPAMENTOS
SENSORES INDUTIVOS E CAPACITIVOS. Instrumentação - Profs. Isaac Silva - Filipi Viana - Felipe Dalla Vecchia 2013
 INSTRUMENTAÇÃO SENSORES INDUTIVOS E CAPACITIVOS Jocarli Alencastro Instrumentação - Profs. Isaac Silva - Filipi Viana - Felipe Dalla Vecchia 2013 Introdução Os sensores indutivos e capacitivos foram desenvolvidos
INSTRUMENTAÇÃO SENSORES INDUTIVOS E CAPACITIVOS Jocarli Alencastro Instrumentação - Profs. Isaac Silva - Filipi Viana - Felipe Dalla Vecchia 2013 Introdução Os sensores indutivos e capacitivos foram desenvolvidos
10. Fluxos e Arames para Soldagem a Arco Submerso AWS A5.17.
 CONSUMÍVEIS DE SOLDAGEM ÍNDICE: 1. Conceitos. 2. Normas Técnicas Aplicáveis. 3. Especificações e Classificações AWS. 4. As Normas AWS. 5. Gases de Proteção AWS A5.32. 6. Eletrodos Revestidos AWS A5.1,
CONSUMÍVEIS DE SOLDAGEM ÍNDICE: 1. Conceitos. 2. Normas Técnicas Aplicáveis. 3. Especificações e Classificações AWS. 4. As Normas AWS. 5. Gases de Proteção AWS A5.32. 6. Eletrodos Revestidos AWS A5.1,
bambozzi Manual de Instruções Fonte de Energia para Soldagem MDC 305ED +55 (16) 33833818
 33833818") A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
A SSISTÊNCIAS T ÊCNICAS AUTORIZADAS acesse: www.bambozzi.com.br/assistencias.html ou ligue: +55 (16) 33833818 bambozzi Manual de Instruções BAMBOZZI SOLDAS LTDA. Rua Bambozzi, 522 Centro CEP 15990-668
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Fundição A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
Curso de Engenharia de Produção. Processos de Fabricação
 Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
Curso de Engenharia de Produção Processos de Fabricação Forjamento: O forjamento, um processo de conformação mecânica em que o material é deformado por martelamentoou prensagem, é empregado para a fabricação
AV. Herminio Gimenez RC - RUC: 80061756-8 COR: CIUDAD DEL ESTE-PY TEL: +595 983 613802 contato@options-sa.net - www.options-sa.net
 COR: -Instalação rápida e fácil, fixação com resina, ondulação de 2 a 4 mm para passagem dos cabos de energia. - Pode ser instalada em piscinas ou hidromassagens onde não tenha sido previsto sistema de
COR: -Instalação rápida e fácil, fixação com resina, ondulação de 2 a 4 mm para passagem dos cabos de energia. - Pode ser instalada em piscinas ou hidromassagens onde não tenha sido previsto sistema de
A TECNOLOGIA APLICADA EM TUBOS E PERFIS WWW.STARTECNOLOGIA.COM.BR. FERRITES & IMPEDERS APLICAÇÕES
 FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
FERRITES & IMPEDERS APLICAÇÕES 1 FERRITES Os ferrites são produzidos com óxido de ferro, cobalto, níquel, manganês e zinco. Após misturados são prensados de acordo com o perfil desejado. É sinterizado
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM
 PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
PROGRAMA DE MANUTENÇÃO INDUSTRIAL POR SOLDAGEM Know-How no Segmento Industrial de Forjaria A Eutectic Castolin acumulou vasto conhecimento nos principais setores industriais do Brasil e possui um programa
REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA
 REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA Tcg Alexandre Serra dos Santos Para se fazer o trabalho de revestimento protetor das camisas de moenda através de um sistema automatizado é necessário uma
REVESTIMENTOS AUTOMATIZADOS EM CAMISAS DE MOENDA Tcg Alexandre Serra dos Santos Para se fazer o trabalho de revestimento protetor das camisas de moenda através de um sistema automatizado é necessário uma
Esse grupo já foi conhecido como gases raros e gases inertes.
 GASES NOBRES GRUPO 18 OU VIIIA Esse grupo já foi conhecido como gases raros e gases inertes. Gases raros não é apropriado porque o argônio (Ar) não é raro (é mais abundante que o CO 2 no ar). Gases Inertes
GASES NOBRES GRUPO 18 OU VIIIA Esse grupo já foi conhecido como gases raros e gases inertes. Gases raros não é apropriado porque o argônio (Ar) não é raro (é mais abundante que o CO 2 no ar). Gases Inertes
Concurso Público para Cargos Técnico-Administrativos em Educação UNIFEI 13/06/2010
 Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
Questão 21 Conhecimentos Específicos - Técnico em Mecânica A respeito das bombas centrífugas é correto afirmar: A. A vazão é praticamente constante, independentemente da pressão de recalque. B. Quanto
"A vantagem do alumínio"
 "A vantagem do alumínio" Comparativo entre os Evaporadores para Amônia fabricados com tubos de alumínio e os Evaporadores fabricados com tubos de aço galvanizado Os evaporadores usados em sistemas de amônia
"A vantagem do alumínio" Comparativo entre os Evaporadores para Amônia fabricados com tubos de alumínio e os Evaporadores fabricados com tubos de aço galvanizado Os evaporadores usados em sistemas de amônia
MOTORES ELÉTRICOS Princípios e fundamentos
 MOTORES ELÉTRICOS Princípios e fundamentos 1 Classificação 2 3 Estator O estator do motor e também constituido por um núcleo ferromagnético laminado, nas cavas do qual são colocados os enrolamentos alimentados
MOTORES ELÉTRICOS Princípios e fundamentos 1 Classificação 2 3 Estator O estator do motor e também constituido por um núcleo ferromagnético laminado, nas cavas do qual são colocados os enrolamentos alimentados
Rua Dário Freire Meireles, 541 Campo dos Amarais Campinas SP CEP:
 SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
SOLDAGEM TIG O significado de TIG é Tungsten Inert Gas welding, também conhecido na literatura como GTAW (Gas Tungsten Arc Welding). Em português, TIG significa "Soldagem por Gás Inerte de Tungstênio".
DERIVA EM APLICAÇÕES AÉREAS DE PRODUTOS LÍQUIDOS Perguntas mais freqüentes
 DERIVA EM APLICAÇÕES AÉREAS DE PRODUTOS LÍQUIDOS Perguntas mais freqüentes 1. O que é DERIVA? DERIVA é o deslocamento horizontal que sofrem as gotas desde o seu ponto de lançamento até atingirem o seu
DERIVA EM APLICAÇÕES AÉREAS DE PRODUTOS LÍQUIDOS Perguntas mais freqüentes 1. O que é DERIVA? DERIVA é o deslocamento horizontal que sofrem as gotas desde o seu ponto de lançamento até atingirem o seu
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências
 COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
COMPANHIA DE ENGENHARIA DE TRÁFEGO Certificação de Competências CARGO AGENTE DE MANUTENÇÃO DE VEÍCULOS Área de Concentração: Funilaria de Autos 1. Os processos de soldagem podem ser classificados em três
São componentes formados por espiras de fio esmaltado numa forma dentro da qual pode ou não existir um núcleo de material ferroso.
 Luciano de Abreu São componentes formados por espiras de fio esmaltado numa forma dentro da qual pode ou não existir um núcleo de material ferroso. É um dispositivo elétrico passivo que armazena energia
Luciano de Abreu São componentes formados por espiras de fio esmaltado numa forma dentro da qual pode ou não existir um núcleo de material ferroso. É um dispositivo elétrico passivo que armazena energia
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem
 Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
Aula 3: Forjamento e Estampagem Conceitos de Forjamento Conceitos de Estampagem Este processo é empregado para produzir peças de diferentes tamanhos e formas, constituído de materiais variados (ferrosos
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).
 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base).") METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
METALURGIA DO PÓ (SINTERIZAÇÃO) 1. Introdução Transformação de pó de metais em peças pela aplicação de pressão e calor (sem fusão do metal base). Etapas do processo: - obtenção dos pós metálicos - mistura
ECONOMIA DE ENERGIA ELETRICA COM USO RACIONAL DE AR COMPRIMIDO
 ECONOMIA DE ENERGIA ELETRICA COM USO RACIONAL DE AR COMPRIMIDO CONSUMO DE ENERGIA E AR COMPRIMIDO NA INDÚSTRIA Consumo de Energia 20% 50% 30% Fornec.de ar Refrigeração Outros Consumo de Ar Comprimido 10%
ECONOMIA DE ENERGIA ELETRICA COM USO RACIONAL DE AR COMPRIMIDO CONSUMO DE ENERGIA E AR COMPRIMIDO NA INDÚSTRIA Consumo de Energia 20% 50% 30% Fornec.de ar Refrigeração Outros Consumo de Ar Comprimido 10%
INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA
 INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA Introdução O uso de termômetros de resistência esta se difundindo rapidamente devido a sua precisão e simplicidade
INSTRUMENTAÇÃO E CONTROLE DE PROCESSOS MEDIÇÃO DE TEMPERATURA TERMÔMETROS DE RESISTÊNCIA Introdução O uso de termômetros de resistência esta se difundindo rapidamente devido a sua precisão e simplicidade
Desenho e Projeto de Tubulação Industrial Nível II
 Desenho e Projeto de Tubulação Industrial Nível II Módulo IV Aula 01 1. Introdução Vamos estudar as torres de refrigeração que são muito utilizadas nas instalações de ar condicionado nos edifícios, na
Desenho e Projeto de Tubulação Industrial Nível II Módulo IV Aula 01 1. Introdução Vamos estudar as torres de refrigeração que são muito utilizadas nas instalações de ar condicionado nos edifícios, na
Apostila de Treinamento MIG/MAG (GMAW)
") 2015-Jul Apostila de Treinamento MIG/MAG (GMAW) Público alvo: Vendedores e Representantes comerciais 1 Informações iniciais : Ciclo de Trabalho (Fator de trabalho) O Ciclo de Trabalho é a relação entre
2015-Jul Apostila de Treinamento MIG/MAG (GMAW) Público alvo: Vendedores e Representantes comerciais 1 Informações iniciais : Ciclo de Trabalho (Fator de trabalho) O Ciclo de Trabalho é a relação entre
CUIDADOS NA MANUTENÇÃO EM ESTUFAS
 RECOMENDAÇÃO TÉCNICA ISSN 1413-9553 agosto, 1998 Número 11/98 CUIDADOS NA MANUTENÇÃO EM ESTUFAS Luiz F. de Matteo Ferraz Ladislau Marcelino Rabello Empresa Brasileira de Pesquisa Agropecuária Centro Nacional
RECOMENDAÇÃO TÉCNICA ISSN 1413-9553 agosto, 1998 Número 11/98 CUIDADOS NA MANUTENÇÃO EM ESTUFAS Luiz F. de Matteo Ferraz Ladislau Marcelino Rabello Empresa Brasileira de Pesquisa Agropecuária Centro Nacional
A SOLDAGEM GMAW (OU MIG-MAG)
") A SOLDAGEM GMAW (OU MIG-MAG) A suposta facilidade operacional da soldagem pelo processo GMAW (MIG-MAG) pode sugerir que este seja um processo que requeira poucos cuidados, mas quando se começa a entender
A SOLDAGEM GMAW (OU MIG-MAG) A suposta facilidade operacional da soldagem pelo processo GMAW (MIG-MAG) pode sugerir que este seja um processo que requeira poucos cuidados, mas quando se começa a entender
Disciplina Higiene do Trabalho. Ventilação Industrial
 Tópicos da Aula Complementar - Ventiladores; - Ventiladores Axiais; - Ventiladores Centrífugos; - Dados necessários para a seleção correta de um ventilador; - Modelos e Aspectos Gerais de Ventiladores.
Tópicos da Aula Complementar - Ventiladores; - Ventiladores Axiais; - Ventiladores Centrífugos; - Dados necessários para a seleção correta de um ventilador; - Modelos e Aspectos Gerais de Ventiladores.
E-mail: vendas@bratal.com.br
 CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
CENTRAL DE VENDAS Consulte-nos pelo fone/fax : (19) 341.0081 E-mail: vendas@bratal.com.br 603 - Tubos 01 ESCOLHA ADEQUADA DA TUBULAÇÃO.... 1 DIAGRAMA TEÓRICO PARA CÁLCULO DE TUBULAÇÕES...........................
FORMAS DE TRANSFERÊNCIA DE CALOR ENTRE HOMEM E MEIO AMBIENTE
 AMBIENTE TÉRMICO O ambiente térmico pode ser definido como o conjunto das variáveis térmicas do posto de trabalho que influenciam o organismo do trabalhador, sendo assim um fator importante que intervém,
AMBIENTE TÉRMICO O ambiente térmico pode ser definido como o conjunto das variáveis térmicas do posto de trabalho que influenciam o organismo do trabalhador, sendo assim um fator importante que intervém,
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS
 ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
ME-25 MÉTODOS DE ENSAIO ENSAIO DE PENETRAÇÃO DE MATERIAIS BETUMINOSOS DOCUMENTO DE CIRCULAÇÃO EXTERNA 1 ÍNDICE PÁG. 1. INTRODUÇÃO... 3 2. OBJETIVO... 3 3. E NORMAS COMPLEMENTARES... 3 4. DEFINIÇÃO... 3
TRATAMENTO DA ÁGUA PARA GERADORES DE VAPOR
 Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira MÁQUINAS TÉRMICAS AT-101 Dr. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: A água nunca está em estado puro, livre de
Universidade Federal do Paraná Curso de Engenharia Industrial Madeireira MÁQUINAS TÉRMICAS AT-101 Dr. Alan Sulato de Andrade alansulato@ufpr.br 1 INTRODUÇÃO: A água nunca está em estado puro, livre de
TORNEIRO MECÂNICO TECNOLOGIA
 DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas
DEFINIÇÃO: TORNEIRO MECÂNICO TECNOLOGIA BROCAS (NOMENCLATURA,CARAC. TIPOS) São ferramentas de corte, de forma cilíndrica, com canais retos ou helicoidais, temperadas, terminam em ponta cônica e são afiadas